
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Раскатывание резьбовых отверстий.
Нарезание резьбы в отверстиях корпусных деталей производится метчиками. При диаметре резьбы до 100 мм и более эта операция часто не обеспечивает требуемого качества нарезки. Характерными дефектами являются подрезание профиля резьбы, провал среднего диаметра, задиры. Дефекты такого рода вызываются значительной величиной осевых усилий, возникающих при работе крупными метчиками.
По технологии, принятой на Ленинградском металлическом заводе, при обработке деталей гидравлических и паровых турбин подготовка резьбового отверстия под раскатывание производится путем сверления его на несколько увеличенный диаметр (примерно на 1 мм больше внутреннего диаметра резьбы) и предварительной нарезки профиля резьбы [55]. Нарезка производится метчиком на полную глубину, но по среднему диаметру резьбы оставляется припуск 0,3—0,4 мм. После этого метчик заменяется головкой для раскатывания. При раскатывании за счет перераспределения материала припуска образуется полный профиль резьбы и достигаются требуемые размеры.
Головка для раскатывания (фиг. 69, а) состоит из корпуса) 1 и трех рабочих роликов 2, расположенные равномерно по окружности. Ролики свободно вращаются на игольчатых подшипниках осей 3. Ролики имеют кольцевую нарезку ,с числом витков 5—6. Они установлены с учетом угла подъема резьбы и смещены в направлении оси на 7з шага каждый (фиг. 69,б). Раскатывание производится при скорости до 20 м/мин со смазкой сульфофрезолом.
Обработка завершается за один проход. Головки описанной конструкции применяются для раскатывания резьбы диаметром более 100 мм. Для раскатывания резьбы меньших диаметров рекомендуются головки с роликами, опирающимися на центральное кольцо.
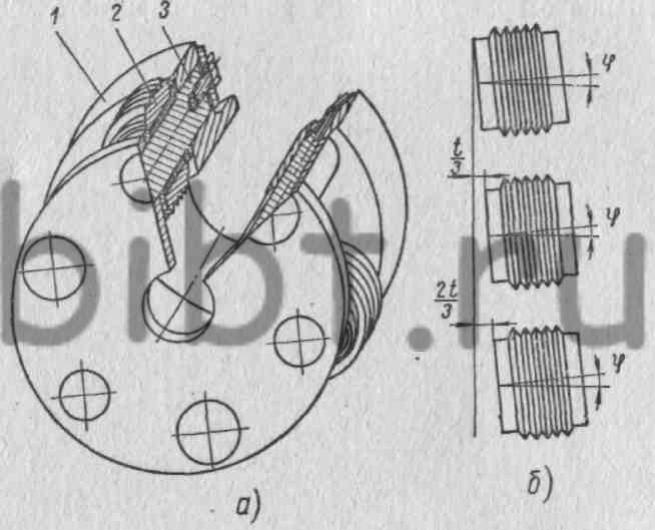
Фиг. 69. Головка для раскатывания резьбы (а); расположение роликов в головке с учетом угла подъема φ фи(б).
Раскатывание позволяет получать резьбу 2 класса точности с шероховатостью поверхности профиля не ниже v 8, улучшает свинчиваемость и повышает прочность резьбовых соединений.