
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБРАБОТКА СТАНИН РАБОЧИХ КЛЕТЕЙ
Станины рабочих клетей прокатных станов по конструктивным признакам различаются расположением осей валков:
а) рабочие клети с горизонтальным расположением валков (дуо, трио, кварто и многовалковые);
б) рабочие клети с вертикальным расположением валков;
в) рабочие клети
специальных станов (прошивных, раскатных, калибровочных,
колесобандажных и т. д.).
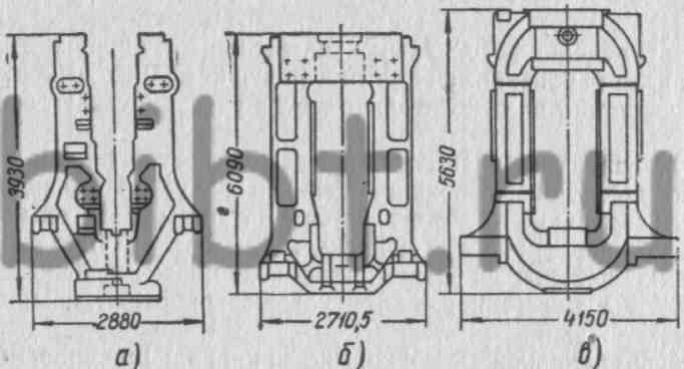
Фиг. 76. Типы станин рабочих клетей прокатных станов:
а — открытого типа; б — закрытого типа (цельнолитая); в — закрытого типа
(сварнолитая).
Узел станин рабочей клети, как правило, состоит из двух станин: правой и левой, которые мало чем отличаются по конструктивному исполнению.
Станины можно разбить на два типа: открытый и закрытый. Станины открытого типа состоят из двух вертикальных стоек, отлитых как одно целое с основанием. Верхней поперечиной этих станин служит общая крышка, которая соединяется со стойками «в замок» и крепится при помощи болтов и шпилек. Характерным представителем станин открытого типа является станина рабочей клети рельсо-балочного стана трио 800 (фиг. 76,а).
Станины закрытого типа изготовляются в виде замкнутой рамы. Применяются они в блюмингах, слябингах, толстолистовых, тонколистовых, полосовых станах и др. Станина закрытого типа может быть выполнена цельнолитой (фиг. 76,б), сварно-литой (фиг. 76, в) или сборной в зависимости от габаритов, веса и возможностей завода-изготовителя.
Поскольку станины рабочих клетей станов с горизонтальными валками, оси которых расположены в одной вертикальной плоскости, имеют наибольшее распространение, то в основу дальнейшего разбора технологии изготовления нами принята эта группа станин.
Основные технические условия, предъявляемые к механической обработке станин современных скоростных прокатных станов, выполнение которых обеспечивает собираемость рабочей: клети и ее эксплуатационные качества, следующие.
1. Разность по высоте двух парных станин от опорных поверхностей лап до плоскости под нажимные устройства допускается в пределах ±0,2; допуск на размер от опорных плоскостей лап до основания проема под подушки ±0,15 мм; отклонение плоскостей лап относительно друг друга допускается не более 0,1 мм.
2. Неперпендикулярность боковых плоскостей проема станины под подушки к основанию лап не более 0,1 мм на длине 1000 мм; смещение их у двух парных станин относительно правильно установленных лап допускается не более 0,1 мм для станов, валки которых работают на подшипниках качения, и не более 0,5 мм для станов, валки которых работают на подшипниках скольжения.
3. Непараллельность боковых направляющих проема под подушки в продольном и вертикальном направлениях и неперпендикулярность их к основанию не более ОД мм на длине 1000 мм.
4. Неперпендикулярность стыковых поверхностей станин под траверсы к основанию лап не более ОД мм на длине 1000 мм.
Перечисленные типовые технические условия могут дополняться или изменяться в зависимости от конструкции рабочей клети, а также от назначения прокатного стана. Соблюдение этих технических условий представляет сложную задачу при разработке и внедрении технологических процессов обработки станин. В дальнейшем при разборе основных операций мы будем стремиться рассматривать наиболее доступные и достаточно экономичные способы обработки, обеспечивающие выполнение технических условий.
В связи с большим разнообразием станин рабочих клетей как по их конструктивному исполнению, так и по типоразмерам технологические процессы могут строиться только применительно к определенным типам станин. Для каждой станины необходим индивидуальный подход в разработке технологии с учетом типового маршрута исходя из наиболее экономически эффективных способов обработки и технических возможностей предприятий.
Для небольших станин общей высотой до 4000—5000 мм рекомендуется следующий типовой маршрут обработки.
Разметка. Разметить все основные поверхности станины на разметочной плите.
Строгальная. Установить на стол станка один или несколько комплектов парных станин и произвести одновременную обработку плоскостей лап и верха, а также обработать технологические базы. Станины устанавливают на стол строгального станка на бок на коробчатые подставки крепят болтами к пазам стола. Для восприятия усилий резания и сил инерции, возникающих при возвратно-поступательном движении стола, учитывая недостаточно устойчивое положение деталей, поставленных на бок, на некоторой высоте устанавливают распорки, создающие необходимую устойчивость деталей при обработке.
Строгальная или расточная. Обработать боковые направляющие и основание проема станины. Разметка. Разметить отверстия.
Расточная. Расточить отверстие в горловине под нажимный винт.
Расточная. Сверлить все отверстия в лапах, на верхней части и на наружных сторонах стоек станины.
Сверлильная. Сверлить все остальные отверстия на плоскостях разъема лап и стоек.
Наиболее характерным представителем крупных станин является станина блюминга (фиг. 77,а) весом от 70 до 120 т. Обработку крупных и уникальных станин начинают с боковых направляющих и основания проема или фрезерованием боковых баз на стойках и от них выдерживают все остальные размеры станины.
Разметка. Разметить все основные поверхности с двух установок станины на разметочной плите.
Строгальная или расточная. На поперечно-строгальном станке или на расточном станке обработать баковые направляющие и основание проема станины по размеру чертежа (фиг. 77,б).
На эскизе показано
фрезерование плоскостей и пазов проема угловой поворотной головкой на
расточном станке.
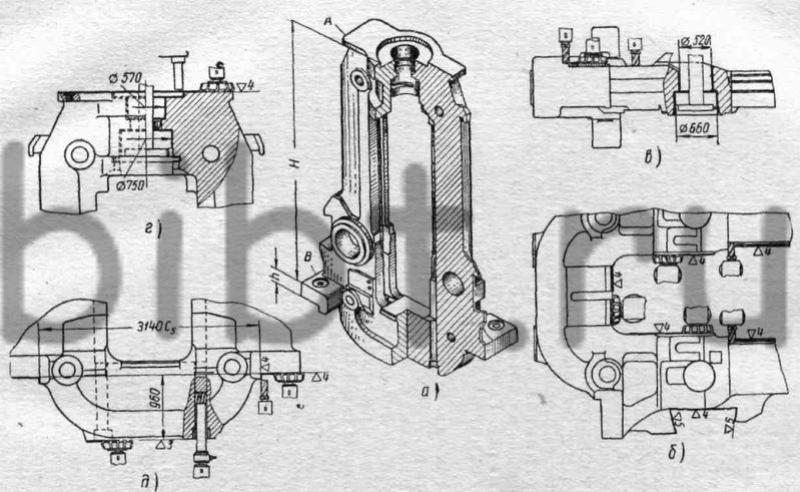
Фиг. 77. Технологические эскизы основных операций при обработке станины блюминга «1150» (а); обработка направляющих проема (б); обработка площадок и отверстий диаметром 520 и 660 мм под станинные ролики (в); растачивания отверстий диаметром 570 и 750 мм и фрезерование площадок верха станины (г); фрезерование торцов лап и сверление отверстий под уравновешивающие устройства (д).
Расточная. Станину установить на ребро В лапы на стол и поверхностью А на призму, отверстиями диаметром 520 мм к шпинделю станка. Расточить отверстия под распорки и два отверстия диаметром 520 мм, кроме конуса (фиг. 77, в). Фрезеровать площадки и пазы, расположенные к шпинделю. Перемещением шпиндельной бабки по колонне фрезеровать концевой фрезой базовые полоски на верхних торцах лап. При этом положение колонны фиксируется по нониусу на линейке направляющих постели станка. После этого колонну переместить на размер Н и фрезеровать полоску на верхней плоскости станины. Размер Н фиксируется и переносится на парную станину.
Переустановить станину другой стороной к шпинделю. Растачивать по размеру чертежа конусные отверстия диаметром 680 мм и фрезеровать площадки с другой стороны станины.
Расточная. Установить станину на поворотный стол отфрезерованными площадками на призмы торцами лап к шпинделю. Фрезеровать торцы лап. При этом выдерживать размер h от зафрезерованных баз на лапах с точностью ±0,1 мм. Сверлить и торцевать отверстия на лапах.
Повернуть стол на 90° и фрезеровать плоскости паза (типа ласточкина хвоста) на наружных плоскостях стоек под корпус подшипника станинных роликов с одной стороны. Угловые плоскости паза фрезеровать концевыми цилиндрическими фрезами с разворотом стола на соответствующий угол.
Повернуть стол на 90° и фрезеровать плоскость верха станины (фиг. 77, г). При чистовом проходе фрезу установить па зафрезерованной базе, выдерживая размер Н.
Подрезать и расточить выточку для центрирования корпуса нажимного устройства и расточить отверстие горловины и подрезать торцы.
Разметить и сверлить отверстия на плоскости верха станины.
Повернуть стол на 90° и фрезеровать паз под корпус подшипника станинных роликов с другой стороны.
Расточная. Установить станину торцами лап к шпинделю станка. Разметить отверстия под уравновешивающие устройства (фиг. 77,д) и сверлить специальными головками методом глубокого сверления.
Слесарная. Установить на ребро В и поверхностью А на призму две парные станины на плитном настиле расточного станка верхними плоскостями к шпинделю. Совместить плоскости торцов лап по контрольным линейкам иод щуп 0,1 мм и проверить совпадение верха станин и направляющих проема.
Данная операция является контрольной. Если при проверке обнаружатся отклонения от технических условий, то они исправляются путем фрезерования верха станин на расточном станке до отправки в сборочный цех.
Указанный технологический маршрут является типовым для станины блюминга. При составлении технологии на другие станины необходима особо обращать внимание на основные операции, к которым относятся: обработка поверхностей разъемов, направляющих проема под подушки, торцов лап, верха станины и отверстия горловины. От качества обработки этих поверхностей и соблюдения технических условий зависит собираемость станин рабочей клети.