
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка поверхностей разъема
Правая и левая станины в рабочей клети соединяются между собой непосредственно фланцами, либо через траверсы, распорки и другие промежуточные детали.
На поверхностях разъема обычно устанавливают прибыли, которые после удаления имеют остатки сверх припуска высотой 18—20 мм у малых станин и 60—100 мм у крупных станин. Поэтому у крупных станин практикуют выделение операции грубой обработки остатков прибылей путем фрезерования резцовыми головками на продольно-фрезерных или расточных станках.
В случае обнаружения глубоких трещин в местах установки прибылей их засверливают по концам и фрезеруют концевыми фрезами до полного удаления, если это не влияет на прочность станины. На некоторых зарубежных и отечественных заводах производят грубую обработку основных поверхностей станин с припуском 5—10 мм на сторону и термическую обработку с целью снятия внутренних напряжений.
Многолетний опыт обработки станин на Уралмашзаводе без выделения грубой обработки (кроме станин открытого типа) показывает отсутствие деформаций, выходящих за (пределы допусков на их изготовление.
Обработка поверхностей разъема может выполняться на продольно-строгальных, продольно-фрезерных или расточных станках, в зависимости от габаритов станины и имеющегося парка станков. При выполнении данной операции на продольно-строгальном или продольно-фрезерном станке необходимо предусматривать равномерную нагрузку на площадь стола, для чего часто станины устанавливают на поперечные балки. При этом вес заготовки, вес поперечных балок и крепежных приспособлений не должен превышать допустимой грузоподъемности стола.
Выверяются станины по осевым и разметочным рискам лри помощи домкратов и винтовых распорок и крепятся болтами и планками в местах опор.
Обработку поверхностей разъемов при черновых проходах производят одновременно двумя вертикальными суппортами. Чистовой проход для обеспечения высоких требований, предъявляемых к одноплоскостности, производят с одного прохода резца или фрезы одним суппортом.
В большинстве случаев на плоскостях разъема каждой станины предусматриваются шпоночные пазы, расположенные вдоль продольной оси станины для фиксации парных станин между собой при сборке. Выполняются эти пазы за одну установку при обработке поверхностей разъемов. Наличие шпоночных пазов усложняет обработку станин, так как положение их у двух станин должно быть одинаковым, в противном случае потребуются большие пригоночные работы при сборке.
Чтобы шпоночные пазы обеих станин совпали, в производственных условиях часто прибегают, если это возможно, к парной их обработке. При этом устанавливают вдоль стола одновременно правую и левую станины (фиг. 78, а). В этом случае нет надобности в выдерживании размеров с высокой точностью между осями шпоночных пазов, так как в любом случае при таком способе обработки они совпадут. Когда же по габаритам или по весу правая и левая станины не могут быть установлены одновременно на столе продольно-строгального станка, шпоночные пазы и разъемы обрабатывают отдельно у каждой станины.
Трудность раздельной обработки шпоночных пазов заключается в выдерживании размеров между ними у парных станин, так как шпоночный паз на верхней поперечине не находится в одной измерительной плоскости со шпоночными пазами, расположенными на лапах.
Способы, часто применяемые в производственных условиях для обеспечения взаимного расположения шпоночных пазов при раздельной обработке станин, представлены на фиг. 78.
При обработке поверхностей разъемов фланцевых приливов на продольно-строгальном станке (см. фиг. 78, б) фактические размеры А, Б, В замеряют штихмасом от направляющей боковой стойки станка до режущей кромки резца и выдерживают их одинаковыми у парных станин.
При обработке на продольно-фрезерном станке размеры выдерживают либо так же, как на продольно-строгальном станке, либо путем непосредственного измерения размера Г (см. фиг. 78,в). Для этого к станине приваривают технологическую бобышку (на фиг. 78, в показана черной) и фрезеруют одновременно паз на торце фланца горловины и в технологической бобышке. Замер ведут от паза в бобышке до пазов, расположенных на поверхности разъема лап. Затем выдерживают размер Д между пазами на поверхности разъема лап.
При обработке поверхностей разъема на расточном станке размеры между шпоночными пазами выдерживают аналогично методам, применяемым на продольно-строгальном или продольно-фрезерном станках, либо путем непосредственного измерения расстояния между пазами по нониусу касанием инструмента одной стороны паза.
Ввиду сложности обработки шпоночных пазов во всех случаях, когда это возможно, необходимо стремиться заменять шпоночные пазы на точные отверстия под цилиндрические штифты и призонные болты. Одновременно с обработкой плоскостей разъема и шпоночных пазов производится обработка всех остальных поверхностей, доступных для выполнения с одной установки станины.
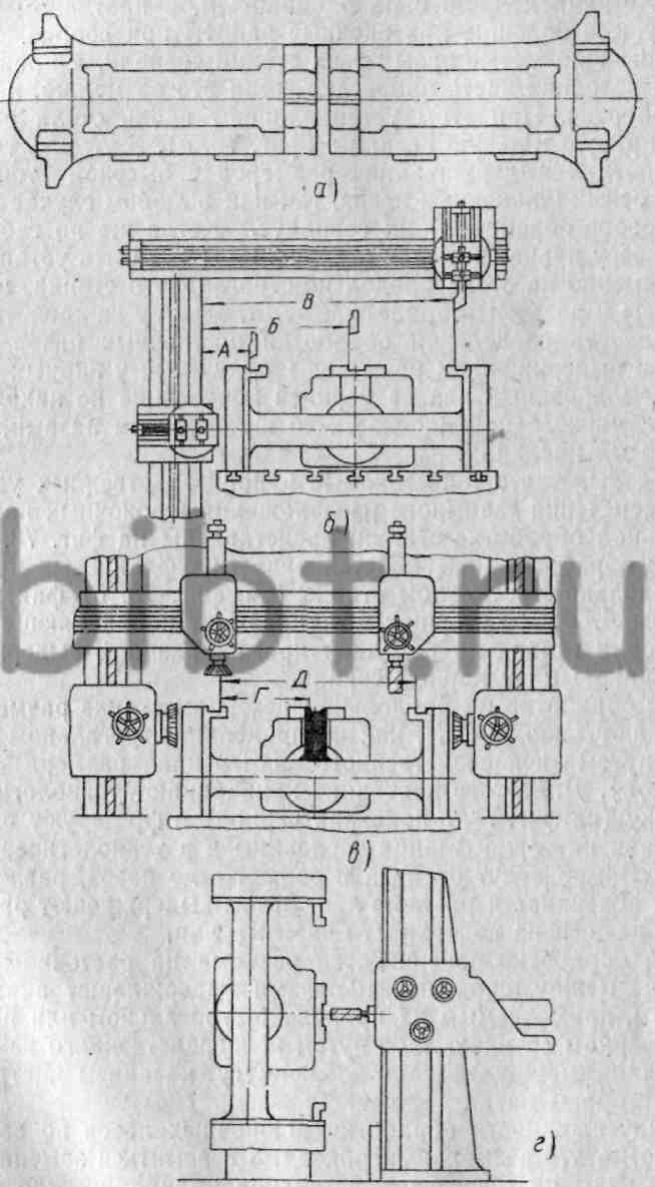
Фиг. 78 Способу обработки поверхностей разъемов приливов и шпоночных пазов:
а - одновременная обработка парных станин; б - обработка на продольно-строгальном станке; в — обработка на продольно-фрезерном станке; г — обработка на расточном станке.
При обработке на продольно-строгальных станках площадок, расположенных ниже выступающих частей станины, необходимо предусматривать достаточные выходы для резца и откидывания суппортов. В случаях обработки в упор необходимо обеспечивать двойную блокировку в электросхеме передвижения стола во избежание аварий станка.