
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Совместная обработка парных станин.
Совместная обработка парных станин сводится к строганию на продольно-строгальных или фрезерованию на расточных станках плоскостей лап или верха парных станин за одну установку.
При этом станины соединяются между собой непосредственно фланцами или промежуточными поперечинами в рабочем положении. Совместная обработка имеет свои преимущества. Обеспечивается одноплоскостность торцов лап и верха парных станин. Выдерживается точно размер между осями лап, что, очень важно для станин, имеющих трапециевидную форму лап. Некоторые затруднения при этой схеме обработки связаны лишь с неудобством установки и крепления между собой двух парных станин.
Парное строгание на продольно-строгальных станках осуществляется путем одновременного строгания торцов лап и верха станин боковыми суппортами. Не следует допускать слишком большого вылета боковых суппортов, что может привести, с одной стороны, к снижению режимов резания, а с другой — к аварии станка.
Две или несколько парных станин устанавливают на стол станка на ребро боковой поверхностью, под другой конец под-водятся призмы соответствующей высоты (см. фиг. 79). Строгание лап и верха производится за четыре прохода: два обдирочных, предчистовой и чистовой. При обработке трапециевидного профиля размеры лап и их профиль контролируются специальными шаблонами (фиг. 83).
Параллельно со строганием лап и верха станин обычно производят обработку баз для выдерживания соосности проема окна с осью лап. Эти базы обычно создаются на наружной боковой плоскости лапы Б (фиг. 79), на боковой плоскости стойки В.
Для создания базы Б наружные боковые стороны лапы прострагиваются на верность под v 4. Для получения базы В с наружной стороны боковой плоскости стойки либо привариваются перед строгальной операцией специальные платики, либо они предусматриваются чертежом и выполняются в отливке. Базы В также прострагиваются на верность под v 4. Число базовых платиков по наружной стороне стоек станин обусловливается числом посадочных ступеней окна под подушки. Необходимо, чтобы платики для баз В в правой и левой станинах находились с одной стороны при установке их в рабочее положение, так как базы В должны лежать в одной плоскости.
Для установки шаблона на расположение лапы относительно базы Б на торце лапы прострагивается база А (см. фиг. 79 и 83). Кроме того, создается еще база Г со стороны наружной плоскости основания станины для выдерживания одновысотности дна проема под подушки в парных станинах по размеру l4+l5 В том случае, когда со стороны наружной плоскости основания обработка чертежом не предусматривается, на этой плоскости для создания баз Г прострагивается «на верность» полоска шириной 75—100 мм.
Разность размеров l1, l3, l9, l12 (см. фиг. 79), замеренная штихмасом от направляющих боковой стойки и от траверсы станка до баз Б, 5, Г и основания лап, маркируется на базах В и Г.
Совместная обработка торцов лап и верха парных станин на расточных станках производится у крупных станин, которые по габаритам не могут быть обработаны на продольно-строгальных станках, а также в случаях, когда требуется изготовить только одну пару станин и обработка их нерациональна на продольно-строгальном станке из-за неудовлетворительного использования площади стола.
В практике применяются одновременная обработка плоскостей лап и верха двумя расточными станками, совместная обработка плоскостей лап или совместная обработка плоскостей верха парных станин.
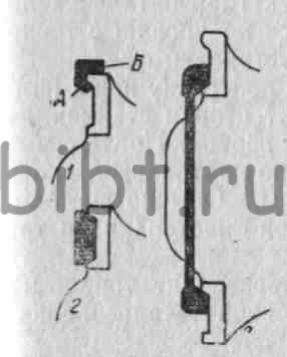
Фиг. 83. Шаблоны при обработке трапециевидного профиля лап:
а —шаблон на угол; б — шаблон на профиль; в — шаблон на расположение лап.
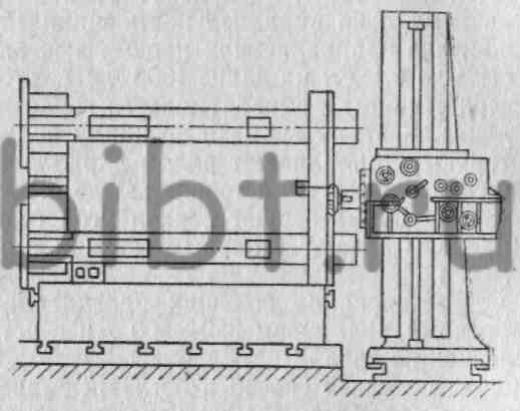
Фиг. 84. Установка парных станин для совместно го фрезерования.
В первых двух случаях станины устанавливаются горизонтально одна на другую так, чтобы фрезерование лап производилось подачей шпиндельной бабки по колонне, так как это дает лучшую плоскостность лап и меньше сказывается погрешность от провисания шпинделя станка (фиг. 84).
Первоначально на стол и призмы устанавливается одна станина и выверяется в горизонтальной плоскости с точностью до 0,1 мм. Выверку производят гидрометрическими приборами (см. фиг. 221), которые устанавливаются на плоскости разъема станины.
После выверки на первую станину устанавливается вторая. Производится сборка на болты и прихватка электросваркой во избежание смещения при обработке. Фрезерование плоскостей лап выполняется за несколько проходов фрезами. Измерение производится скобами или штихмасом от линейки.
Если позволяет площадь плитного настила, то у коротких станин плоскости верха фрезеруются одновременно с обработкой плоскостей лап переносным расточным станком.
Для сокращения цикла обработки станин в практике чаще прибегают к последнему способу, т. е. обработку плоскостей лап производят по размеру чертежа отдельно у правой и левой станин. Первая станина плоскостью верха устанавливается к шпинделю станка на плитный настил боковой поверхностью лапы и горловиной на тризму. Станина выверяется по плоскости разъема и на параллельность шпинделю, а горизонтальное положение направляющих проема выверяется по уровню с точностью до 0,1 мм на длине 1000 мм. С этой установки фрезеруется верх станины и обрабатывается горловина под гайку нажимного винта. К этому времени по циклу подходит вторая станина, которую устанавливают рядом параллельно первой. После совмещения плоскостей с точностью до 0,1 мм по контрольной линейке и щупу фрезеруют верх другой станины. Обычно чистовые проходы делают у парных станин с одной настройки инструмента.
Фрезерование больших плоскостей производят торцовыми фрезами диаметром 350—500 мм с установкой твердосплавных резцов по следу.