
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Раздельный способ обработки парных станин.
Раздельный способ в последнее время в целях сокращения цикла обработки станин находит все большее распространение.
Существует несколько способов раздельной обработки: фрезерование в размер верха станины с настройкой фрез по мерным штихмасам; нокиуоный способ выдерживания одновысотности парных станин; выдерживание одновысотности парных станин от постоянных баз; выдерживание одновысотности путем настройки режущего инструмента по базовым площадкам для его установки при стендовой обработке станин.
Первый способ — настройка фрез по мерным штихмасам применяется на отечественных предприятиях крайне редко и по традиции сохраняется пока на некоторых зарубежных предприятиях, как например, фирм «Юнайтед», «Места» (США) Этот способ не отличается высокой точностью, так как измерение штихмасом 6—7-метрового расстояния между промеряемыми плоскостями представляет значительную трудность и требует для исполнения высокой квалификации рабочего.
При нониусном способе наиболее часто встречаются два варианта выдерживания одинаковых размеров парных станин от торцов лап до плоскости горловины.
При первом варианте станина устанавливается боковой стороной к шпинделю расточного станка. Для выдерживания по нониусу одновысотности правой и левой станин фрезеруются базовые площадки А и Б на основании лап и на верхней плоскости станины (фиг. 85, а).
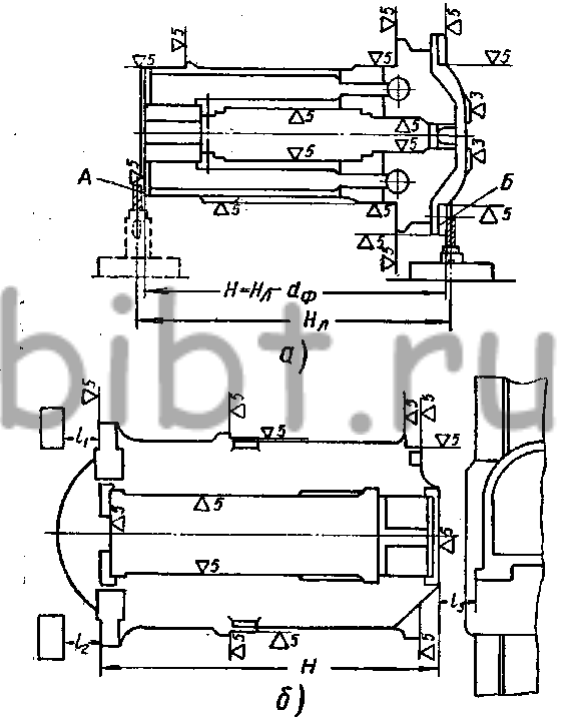
Фиг. 85. Достижение одновысотности при раздельной обработке парных станин:
а — по нониусной линейке станка; б — от постоянных баз плитного настила и станка.
При втором, варианте после обработки плоскостей разъема производят фрезерование базы на обеих лапах с обратной стороны торцов лап, перемещают шпиндель на технологический размер Н и производят фрезерование верха. Фактический размер перемещения колонны устанавливают по нониусу станка. При фрезеровании парной станины технологический размер Н выдерживают с точностью до 0,1 мм от фактического размера на первой станине.
После создания по первому или второму варианту баз станину устанавливают к расточному станку торцами лап к шпинделю и фрезеруют по размеру чертежа плоскости лап, при этом чистовые проходы производят заподлицо с отфрезерованными базовыми плоскостями или выдерживают технологический размер Н от обработанных технологических баз с обратной стороны лап. После чего станина переустанавливается плоскостью верха к шпинделю станка, и фрезеруется торец верха станины. При чистовом проходе фреза касается зафрезерованной базовой площадки А.
Способ раздельной обработки от постоянных баз встречается реже. При данном способе плоскости лап фрезеруются на расточном станке по размеру чертежа по отдельности у каждой из парных станин по разметке. После фрезерования лап станина устанавливается верхней плоскостью к шпинделю, вывернется и крепится.
За станиной, против обработанных лап, устанавливаются две контрольные призмы, которые тщательно выверяются относительно лап на параллельность (см. фиг. 85,б). Фактические размеры l1 и l2 от призмы до лап замеряются штихмасом и записываются в технологическую карту или карту замеров. После этого фрезеруется плоскость верха станин по разметке с выдерживанием общей высоты у первой станины. От направляющей колонны расточного станка до отфрезерованной плоскости замеряют размер l3 штихмасом и записывают его в карту замеров Призмы, закрепленные на плитном настиле, не убираются с места до обработки следующей парной станины.
Вторая станина устанавливается в такое же положение относительно призм по размерам l1 и l2 с точностью до 0,1 мм. При этом установку станин необходимо производить таким образом, чтобы их положение при обработке совпадало с положением при сборке. При фрезеровании верхней плоскости станины выдерживают размер l3 с точностью до 0,1 мм, который был получен при фрезеровании первой парной станины.
Постоянными базами являются две призмы, закрепленные на плитном настиле, и направляющая колонны станка. Способ выдерживания одновысотности от постоянных баз гарантирует изготовление с точностью 0,2—0,3 мм большинства крупных станин.