
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Пути сокращения цикла обработки станин
Механическая обработка станин прокатного стана занимает много времени. Длительность цикла для сложных станин иногда составляет от 30 до 60 суток. Поэтому при составлении технологического процесса необходимо обращать особое внимание на возможность сокращения производственного цикла.
Основные пути, по которым осуществляется сокращение цикла, следующие.
1. Обработка крупных станин одновременно несколькими станками.
2. Обработка станин на поворотных столах большой грузоподъемности.
3. Установка станин при обработке на специальные стенды.
4. Обработка станин на специализированных участках.
5. Применение агрегатных станков.
6. Улучшение технологичности конструкции.
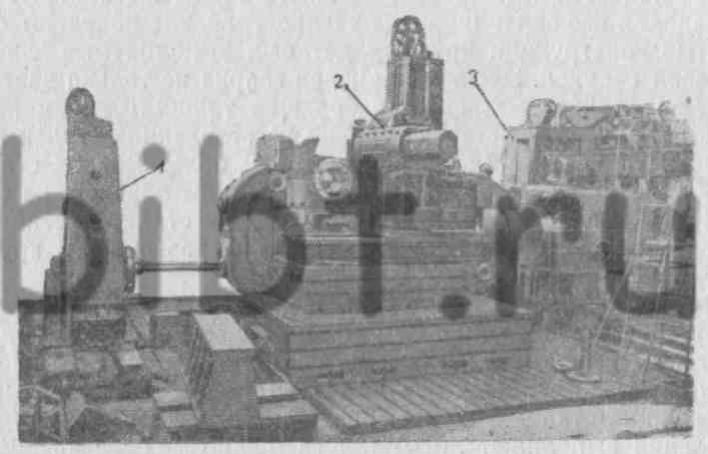
Фиг. 87. Одновременная обработка станины тремя станками:
1 — расточный станок; 2 — поперечно-строгальный станок; 3 — расточный станок.
Обработка крупных и уникальных станин рабочих и шестеренных клетей одновременно несколькими станками преследует цель концентрации операций. Такой способ нашел широкое распространение на многих отечественных и зарубежных предприятиях, выпускающих прокатное и кузнечно-прессовое оборудование. Он широко может быть применен при наличии в цехе больших плитных настилов возле уникальных расточных станков. Обработка станин осуществляется переносными расточными, поперечно-строгальными, горизонтально- и радиально-сверлильными станками (фиг. 87).
Применение поворотных столов грузоподъемностью 100 т для тяжелых расточных станков конструкции Уралмашзавода позволило сократить время при обработке станин блюминга на 15—25%.
При групповом изготовлении станин все большее распространение начинают получать специальные стенды для установки деталей на расточных и поперечно-строгальных станках. Появляется возможность применять методы серийного производства, т. е. обработку станин производить на агрегатных станках и специализированных участках.
Большое значение для сокращения цикла изготовления имеет технологичность конструкции.
При конструировании необходимо предусматривать наиболее рациональный вариант заготовки, т. е. цельнолитой, сварно-литой или сборный. Выбор того или иного вида заготовки зависит от возможностей машиностроительного завода. На отечественных заводах все более широкое распространение получают сварно-литые конструкции крупных деталей, выполняемые электро-шлаковой сваркой. Электрошлаковая сварка не только дает возможность соединять элементы большой толщины, но и позволяет значительно облегчить условия изготовления деталей в механических цехах за счет использования более мелких станков для обработки элементов конструкций.
Таким образом, на обработку деталей после св,арки на уникальных станках устанавливаются минимальные припуски, что резко разгружает крупное оборудование цехов.
Другим немаловажным направлением при конструировании является сокращение обрабатываемых поверхностей и упрощение станин по конфигурации. Например, на боковых плоскостях и направляющих проема вводят литые облегчения. Пазы для размещения штанг уравновешивающих устройств и другие углубления выполняют литыми. Как можно меньше предусматривают узких и глубоких или Т-образных пазов, так как обработка их на уникальных станках является очень непроизводительной.