
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Стендовая обработка станин
Стендовый специализированный участок, например, на Уралмашзаводе состоит из трех стендов, смонтированных на общем забетонированном плитном настиле площадью 450 м2. На участке производится механическая обработка станин рабочих клетей тонколистовых станов 1200, 1700 и 2800 с замкнутым технологическим циклом.
Разберем кратко технологический маршрут стендовой обработки станины тонколистового стана 1200 (фиг. 88).
За исключением первой разметочной операции и второй строгальной операции, когда обрабатываются поверхности 2, 10, 19 ка отдельном уникальном двенадцатиметровом продольно-строгальном станке, вся остальная механическая обработка деталей выполняется на стендах специализированного участка.
Для выполнения настроечных работ при установке и выверке станины стенды оснащены специальными крепежно-установочными приспособлениями с заранее выверенными базовыми поверхностями. Все универсальные и агрегатные станки выверены относительно базовых поверхностей приспособлений. Стенды оснащены базовыми площадками для настройки инструментов на заданный размер, шаблонами и кондукторами. Таким образом, каждый стенд предназначен для выполнения строго определенного комплекса операций.
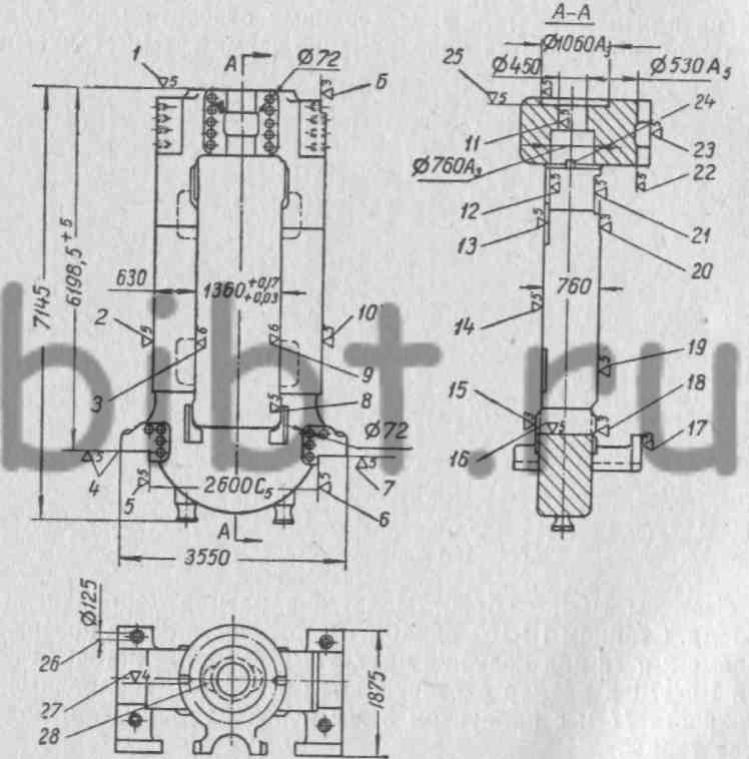
Фиг. 88. Станина рабочей клети тонколистового прокатного стана 1200 холодной прокатки весом 76 800 кг.
Стенд № 1 (фиг. 89) состоит из двух одновременно работающих расточных станков и комплекта крепежно-установочных приспособлений. Один станок с диаметром шпинделя 205 мм Установлен стационарно на бетонном фундаменте, а второй с Диаметром шпинделя 150 мм — на плитном настиле.
На станке РК-205 удаляется прибыль и в размер обрабатываются поверхности 17, 18, 20—23 (см. фиг. 88), а также различные пазы и выточки. С другой стороны станком РК-150 фрезеруются площадка 15 и четыре площадки 13, которые при последующей обработке станины служат базами для установки детали на стенде № 3. Этим же станком сверлят и нарезают резьбовые отверстия по накладным кондукторам.
Стенд № 2 оснащен агрегатным поперечно-строгальным станком Ш-120 с ходом штосселя 1200 мм, поперечно-строгальным станком Ш-150 и специальной расточной головкой РГ-170 диаметром шпинделя 170 мм. Все три станка установлены на плитном настиле.
Деталь базовыми
поверхностями 2 устанавливается на специальных крепежно-установочных
приспособлениях, закрепленных на плитном настиле и выверенных
относительно станков. Деталь обрабатывается одновременно всеми тремя
станками.
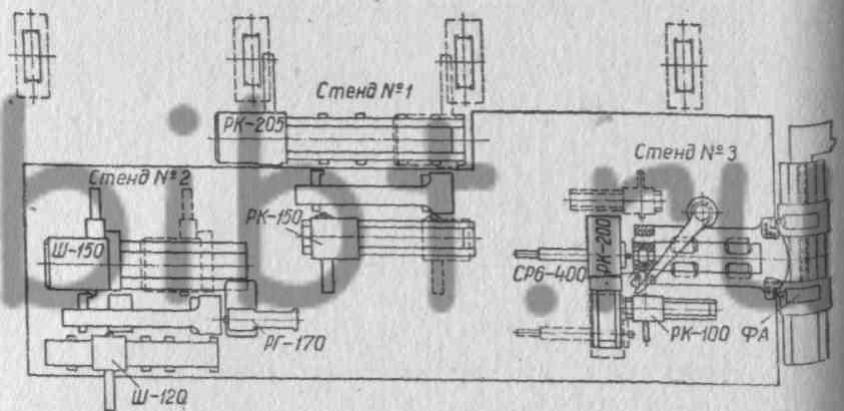
Фиг. 89. Расположение станков при стендовой обработке станин рабочей клети тонколистового стана.
Станком Ш-120 обрабатывается в размер направляющая 3 проема. Станком Ш-150 обрабатываются остальные поверхности проема 9 и 16 под подушки прокатных валков. Расточной головкой РГ-170 в размер растачиваются отверстия горловины — поверхность 11 и с припуском 5 мм поверхность 12, — и подрезаются торцы.
Стенд № 3 оснащен двумя расточными станками обычной конструкции с диаметром шпинделей 200 и 100 мм, РК-200 и РК-100, радиально-сверлильным станком СР6-400 с диаметром шпинделя 102 мм и фрезерным агрегатом ФА, который создан на базе узлов продольно-фрезерного станка модели 6662.
Станина обрабатывается одновременно всеми четырьмя станками. На подставках стенда имеются опорные и упорные каленые и шлифовальные базовые площадки. Стенд строго выверен относительно фрезерного агрегата и закреплен на плитном настиле. Деталь устанавливается на стенде без дополнительной выверки.
Фрезерным двухшпидельным агрегатом ФА одновременно обрабатываются поверхности 4, 5, 6, 7 обеих лап и отверстия 26 диаметром 125 мм. Точность обработки профилей лап, строгая симметричность их относительно оси изделия и выдерживание заданных размеров при раздельной обработке правой и левой станин достигаются благодаря имеющимися на стенде базовыми площадками для установки и настройки резцовых головок и фрез.
На расточном станке РК-200 подрезается поверхность 1 горловины, растачиваются отверстия 24 с подрезкой торца 25, растачиваются канавки 28, фрезеруются шпоночные пазы 27, сверлятся и нарезаются восемь отверстий в горловине со стороны торца поверхности 1 и обрабатываются по размеру чертежа поверхности 22. Радиально-сверлильным станком Ср6-400 по накладным кондукторам сверлятся и торцуются отверстия, расположенные на поверхностях 17 и 23. Сверлятся и нарезаются отверстия, расположенные на поверхности 19. Переносным расточным станком с переустановкой сверлятся по накладным кондукторам и нарезаются отверстия, расположенные на поверхностях 2, 10, и фрезеруется паз Б.
После механической обработки производится слесарная зачистка детали. Готовая станина передается в сборочный цех.
Внедрение стендовой обработки станин на специализированном участке позволило при значительном улучшении качества обработки сократить цикл изготовления станины с 75 до 18 суток. Снизить трудоемкость изготовления станины на 10—20%. Высвободить уникальное оборудование для производства других изделий. Сократить путь прохождения станины по цеху с 2785 до 410 м, т. е. в 6, 8 раза, и сократить в 4 раза объем крановых операций.