
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБРАБОТКА КОРПУСОВ НАЖИМНЫХ УСТРОЙСТВ РАБОЧИХ КЛЕТЕЙ
Корпуса нажимных устройств в подавляющем большинстве являются корпусами специальных редукторов. У реверсивных прокатных станов горячей прокатки, где требуется быстрое перемещение валков, в корпус нажимного устройства встроен редуктор с цилиндрическими передачами. У станов холодной прокатки и непрерывных станов горячей прокатки, где установка валков не нуждается в быстром перемещении, в корпус нажимного устройства встроены червячные редукторы.
Требования к качеству заготовок корпусов аналогичны требованиям, предъявляемым к корпусам редукторов. Технологический процесс на механическую обработку ничем не отличается от обработки корпусов редукторов, когда корпус нажимного устройства является общим для обеих парных станин, как, например, у блюмингов, толстолистовых станов, обжимных клетей рельсо-балочного стана и т. д.
В тех случаях, когда корпус нажимного устройства является корпусом червячного редуктора (фиг. 95), который устанавливается на одну из станин рабочей клети, необходимо обеспечить при сборке правильное положение оси червяка по отношению к станине рабочей клети. Корпус крепится к станине при помощи шпилек и гаек и центрируется кольцом, а также двумя шпоночными пазами, расположенными под 180° по отношению к оси отверстия горловины. Таким образом, необходимо увязать положение крепежных отверстий, шпоночных пазов, центрального отверстия и отверстий под червяк редуктора.
Разберем в качестве примера технологический процесс* обработки корпуса глобоидного редуктора нажимного устройства рабочей клети тонколистового стана.
Разметка. Нанести осевые и разметить плоскость разъема и подошву основания у корпуса, принимая за базу внутренние полости. Разметить центральное отверстие и отверстия под червяк.
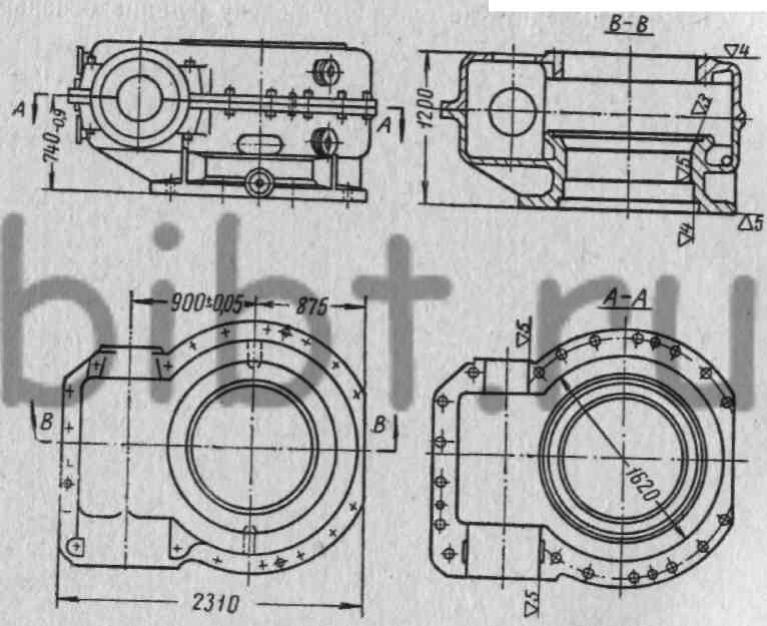
Фиг. 95. Глобоидный редуктор нажимного устройства
Карусельная. Установить корпус плоскостью разъема на планшайбу станка, выверить по осям и разметке и обработать в размер основание редуктора и выточку. Обточить «на верность» под v 5 наружный диаметр фланца основания и расточить грубо с припуском 5 мм на сторону отверстия под ступицу червячного колеса. Переустановить корпус обработанным осно-калием на планшайбу станка, проверить на прилегание под щуп 0,1 мм и закрепить. Обработать окончательно плоскость разъема.
Фрезерная. Установить корпус на продольно-фрезерный станок и выверить по осевым. Вызвать разметчика для разметки шпоночных пазов. Фрезеровать шпоночные пазы, выдерживая их соосность между собой и выточкой на основании корпуса по шаблону. Фрезеровать боковыми суппортами грубо с припуском 5 мм на сторону торцы гнезд подшипников под червяк.
Сверлильная. Установить на основание корпуса накладной кондуктор с базой на центрирующую выточку и шпоночные пазы. Сверлить все крепежные отверстия в основании. Корпус переустановить. Наложить крышку и совместить по осевым и центральному отверстию по специальному шаблону. Сверлить отверстия по разметке и торцевать у фланцев разъема крышки и корпуса совместно. Сверлить и развернуть отверстия под штифты. Сверлить по накладным кондукторам отверстия на верхней поверхности крышки.
Слесарная. Собрать корпус с крышкой на болты и штифты.
Карусельная. Установить корпус с крышкой на основание, проверить прилегание к плоскости планшайбы станка под щуп 0,1 мм и выверить по базовому пояску фланца основания с точностью до 0,1 мм. Обработать в крышке и корпусе центральное отверстие.
Фиг. 96. Стенд для растачивания отверстия у корпуса нажимного устройства
Расточная. Расточить корпус на специальном стенде (фиг. 96). Корпус с крышкой установить на центрирующее приспособление и фиксировать по шпоночным пазам. Расточить отверстие под червяк редуктора и подрезать торцы в размер.
Раскачивание производится борштангой, которая покоится на игольчатых подшипниках в стойках стенда. Растачивание на стенде обеспечивает правильное положение отверстий и шпоночных пазов при сборке корпуса со станиной. Стенд сборный. Основанием стенда является жесткая плита, на которую устанавливаются центрирующее приспособление и две стойки борштанги, которые по взаимному положению строго выверяются и крепятся на плите.
Расточная. Сверлить отверстия по кондукторам и по разметке и нарезать резьбу в отверстиях. Фрезеровать и сверлить маслосточные отверстия с поворотом детали на поворотном столе.
Необходимо отметить, что при одиночном изготовлении корпусов не всегда возможно применение капитальной оснастки. В этом случае необходимо кондукторы заменять шаблонами для разметки отверстий, и при растачивании отверстий корпуса универсальным способом выверку производить по центральному отверстию и шпоночным пазам основания.