
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка подушек рабочих валков с подшипниками качения.
Подушки рабочих валков (фиг. 98) имеют гораздо меньшие размеры, чем подушки опорных валков. Принципиально технологический процесс их не отличается от процесса обработки опорных подушек за исключением некоторого изменения порядка операций. Заготовкой для рабочих подушек, как уже отмечалось, является поковка с прошитым отверстием или без него. Технические требования те же самые, что и для опорных подушек.
После разметки подушки поступают на продольно-строгальный станок. Установка производится партиями, рационально загружающими площадь станка. С переустановкой заготовки грубо обрабатываются по всем плоскостям с припуском 5 мм на сторону.
Далее размечается отверстие, и подушка поступает первоначально на расточный станок, на котором кольцевым сверлом удаляется металл из отверстия. После этого на карусельном станке с переустановкой детали производится грубое растачивание отверстия с припуском 5 мм на сторону, и подушка отправляется на термообработку для снятия внутренних напряжений.
После искусственного старения подушку размечают, и на продольно-строгальных станках обрабатывают окончательно все плоскости.
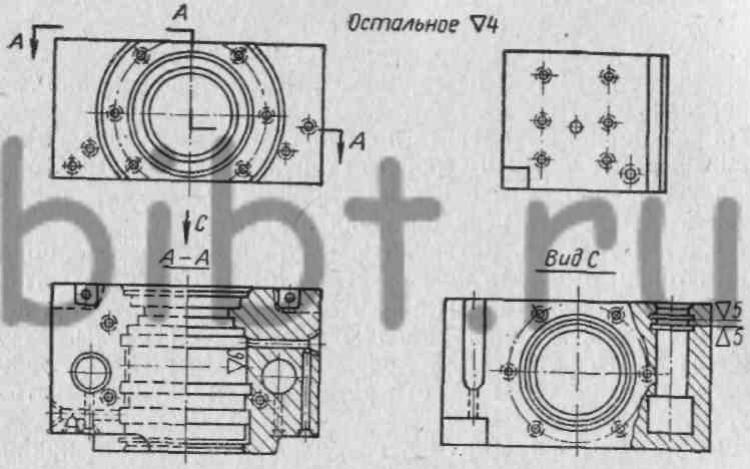
Фиг. 98. Подушка рабочего валка четырехвалкювого стана.
Отверстие под подшипник растачивают со смещением поля допуска на расточном станке. При растачивании шпиндель станка настраивают относительно боковых направляющих плоскостей с точностью до 0,05 мм для выдерживания разности толщины стенок в пределах 0,1 мм. Необходимую шероховатость поверхности отверстия достигают путем раскатывания специальными роликовыми головками.
После этого производится сверление всех отверстий по кондукторам или разметке и нарезается резьба в отверстиях. На расточном станке растачивают отверстия под плунжеры гидравлических амортизаторов, и на продольно-фрезерном станке фрезеруют пазы. Окончательное растачивание центрального отверстия рекомендуется производить в одной из последних операций.