
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБРАБОТКА КОРПУСНЫХ И РАМНЫХ ДЕТАЛЕЙ
Детали этого типа воспринимают основные нагрузки, возникающие в процессе работы машины. Поэтому они выполняются массивными и жесткими и имеют большой вес. Суммарный вес деталей этой группы составляет 35—40% от общего веса машины.
Технологию изготовления корпусных и рамных деталей разберем на примере обработки станин, траверс и архитравов вертикальных и горизонтальных прессов, как наиболее характерных представителей рассматриваемой группы.
Станины, траверсы и архитравы вертикальных и горизонтальных прессов по своему конструктивному исполнению в пределах одного и того же пресса весьма схожи между собой. Несмотря на некоторые различия в их назначении, они имеют общие конструктивные формы и, как следствие, общность технологических задач, которые сводятся к выдерживанию одинаковых межосевых расстояний отверстий под колонны, обеспечению параллельности и одноплоскостности основных торцовых поверхностей, к получению перпендикулярности осей отверстий под цилиндры и колонны к основным торцовым поверхностям и т. д.
В зависимости от конструктивного исполнения и способа получения заготовки станины, траверсы и архитравы подразделяются на цельнолитые, сварные, сварно-литые, составные и сборнолистовые.
В вертикальных ковочных и штамповочных прессах средней мощности станины, траверсы и архитравы обычно выполняются цельнолитыми. Одним из недостатков цельнолитых станин, траверс и архитравов следует считать длительность цикла производства в литейных цехах. Однако, несмотря на это, цельнолитые конструкции выгодно применять во всех случаях, когда позволяют возможности литейных цехов отлить, а механических цехов — обработать заготовку, так как по сравнению с составными они получаются более легкими по весу и менее трудоемкими при обработке и сборке.
Вес станин, траверс и архитравов ковочных прессов усилием прессования свыше 5—6 тыс тонн достигает более 200 т, а габариты затрудняют перевозку железнодорожным транспортом. Чтобы иметь возможность отлить, обработать и перевезти такие детали на место монтажа, их делают составными из двух, трех и более частей. Так, например, архитрав пресса усилием 7000 т имеет вес 136,9 т и состоит из четырех частей.
Составные станины, траверсы и архитравы имеют большую трудоемкость при обработке и оборке по сравнению с цельнолитыми. Трудоемкость составных конструкций возрастает за счет дополнительной обработки стыковых поверхностей, крепежных отверстий и изготовления самого крепежа.
В тех случаях, когда возможности литейных цехов ограничены недостаточной мощностью плавильных агрегатов или грузоподъемностью кранов, прибегают к сварным и сварно-литым конструкциям. Успехи, достигнутые в области сварочной техники, и особенно возможности получения равнопрочных сварных соединений большой толщины с помощью электрошлаковой сварки, позволили значительно расширить применение цельноблочных сварных конструкций.
Положительной стороной таких конструкций является возможность изготовления их с меньшей загрузкой литейных цехов и уникального оборудования. В этом случае большинство обрабатываемых поверхностей элементов конструкции выполняется на меньших станках с небольшими припусками под обработку после общей сварки.
В последнее время с целью улучшения условий транспортировки, облегчения обработки станины, траверсы и архитравы делают пластинчатыми, состоящими из набора нескольких катаных листов. Такие элементы обрабатываются окончательно на заводе изготовителе и собираются на монтаже в единую деталь с помощью целого ряда стяжек и гаек. При этом затяжка собранного пакета пластин такой сборной конструкции для надежности соединения осуществляется с подогревом стяжек.
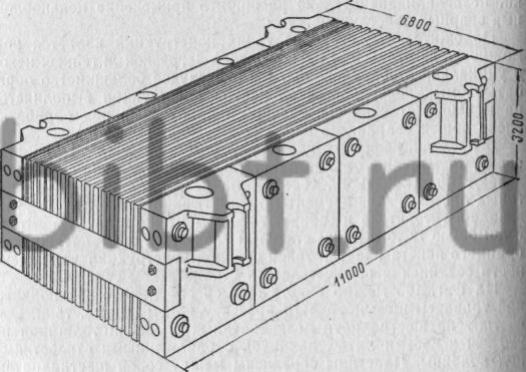
Фиг. 105. Сборнолистовая конструкция подвижной траверсы штамповочного пресса усилием 30 тыс. тонн.
На фиг. 105 можно видеть пример сборнолистовой подвижной траверсы штамповочного пресса усилием 30 тыс. тонн. Она состоит из шестнадцати цельнокатаных пластин толщиной по 200 мм и восьми литых накладок с расточенными отверстиями под колонны. Пластины скреплены между собой шестнадцатью стяжными болтами и гайками. Вес такой траверсы составляет 1200 т. Такого рода конструкции могут применяться для подобных деталей, имеющих еще большие размеры и вес. Преимущество их состоит в том, что они сравнительно просто обрабатываются окончательно по элементам, а на монтаже без особых трудностей собираются в единую деталь.
Конструкция станин, траверс и архитравов прессов имеет ряд обрабатываемых поверхностей, общих по своему назначению и одинаковых по технологическому исполнению. Так, например, верхнее основание станин и нижнее основание подвижных траверс, к которым крепится верхний и нижний подштамповый комплект, аналогичны по технологическому наполнению нижнему основанию архитрава. Эти обрабатываемые поверхности принято считать основными технологическими базами, от которых ведется механическая обработка и сборка.
Общими по назначению и одинаковыми по исполнению являются отверстия под колонны. Отверстия под рабочие цилиндры в архитравах аналогичны отверстиям под цилиндры обратного хода в станинах и отверстиям для крепления плунжеров в подвижных траверсах. Центральные отверстия для крепления плунжера в подвижной траверсе аналогичны отверстиям под рабочий цилиндр в архитраве и отверстию под цилиндр выталкивателя в станине и т. д.
Высокие требования, предъявляемые к изготовлению станин, траверс и архитравов, обусловливаются большой ответственностью этих деталей в процессе эксплуатации и условием возмож но более легкой собираемости прессов на месте монтажа.
Некоторые из этих требований, относящихся как к заготовке, так и к механической обработке, следующие.
1. Отливки должны быть плотными. Трещины, рыхлости, поры, усадочные и газовые раковины не допускаются.
2. Нижнее основание архитрава и траверсы и верх станины должны быть одноплоскостными. Допускается неплоскостность не более 0,1 мм на длине 1000 мм во всех направлениях.
3. Непараллельность торцов отверстий под колонны и цилиндры к плоскостям нижнего основания архитрава или траверсы и верха станины допускается в пределах 0,1 мм на длине 1000 мм.
4. Неперпендикулярность осей отверстий под колонны и цилиндры к плоскостям нижнего основания архитрава и траверсы и верха станины допускается не более 0,1 мм на длине 1000 мм.
5. Непараллельность осей отверстий под колонны и цилиндры допускается не более 0,1 мм на длине 1000 мм.
6. Несоосность посадочных поясков отверстий под колонны и цилиндры допускается не более 0,1 мм.
7. Отклонения межосевых размеров отверстий под колонны допускается в пределах от ±0,5 до ±1,5 мм, а по диагоналям от ±0,7 до ±2 мм.
8. Неперпендикулярность стыковых плоскостей для присоединения стола к верхнему основанию станины допускается в пределах 0,1 мм на 1000 мм.
При изготовлении составных станин, траверс и архитравов к ним предъявляются дополнительные требования, особенно к плоскостям разъемов, шпоночным пазам и к местам соединений составных частей.