
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка станин, траверс и архитравов
В практике изготовления станин, траверс и архитравов могут быть использованы разные технологические схемы обработки. Выбор технологической схемы зависит от формы, размеров и веса обрабатываемых деталей, от наличия станочного оборудования и его технологических возможностей. Рекомендуются следующие схемы.
1. Обработка торцовых базовых поверхностей на продольно-строгальном или продольно-фрезерном станке с последующим растачиванием всех отверстий на расточном станке.
2. Обработка торцовых базовых плоскостей на продольно-строгальном или продольно-фрезерном станке, растачивание центрального отверстия на карусельном станке и растачивание всех нецентральных отверстий на расточном станке.
3. Обработка торцовых базовых плоскостей и центрального отверстия на карусельном станке, растачивание остальных отверстий на расточном станке.
4. Обработка торцовых базовых плоскостей и растачивание всех отверстий на расточном станке.
В заводской практике наиболее часто применяется первая схема. Возможности использования этой схемы более обширны. Большинство заводов тяжелого машиностроения, специализирующихся на изготовлении металлургического оборудования, располагают продольно-строгальными и продольно-фрезерными станками грузоподъемностью до 120—150 т со столами длиной 10—12 м и шириной 4—5 м. Преимущества продольно-строгальных и продольно-фрезерных станков заключаются в довольно высокой их производительности, простоте обслуживания, удобстве установки, выверки и закрепления обрабатываемых деталей. Технологический маршрут обработки представлен в табл. 45.
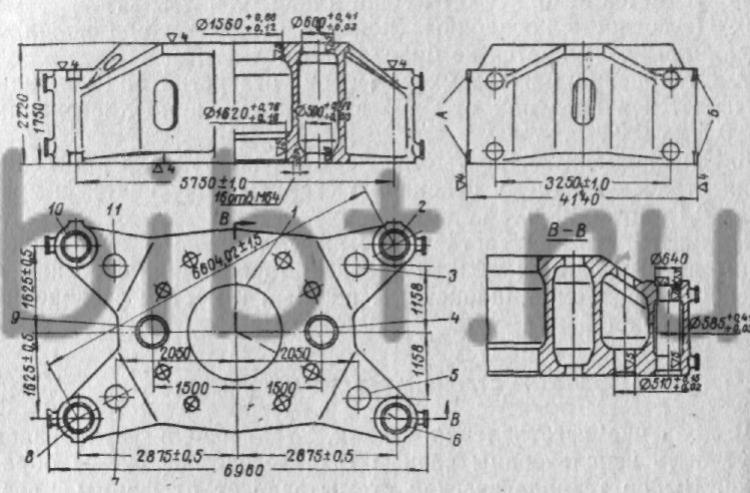
Таблица 45 Технологический маршрут обработки архитрава пресса 4000 г
| Наименование и содержание операции | Оборудование или рабочее место |
Разметка. Нанести осевые, проверить наличие и величину припусков. Разметить под обработку верх, основание и боковые базы А и Б. |
Разметочная плита |
Строгальная. Строгать верх и базу А с одного хода бокового суппорта. Переустановить и выверить. Строгать основание и базу Б с одного хода бокового суппорта |
Продольно-строгальный станок |
Разметка. Восстановить осевые и разметить под растачивание отверстия 1, 2, 3, 4, 5, б, 7, 8, 9, 10, и 11 |
Разметочная плита |
Расточная. Расточить отверстия 1, 2, 4, 6, 8, 9, 10 с помощью борштанги и отверстия 3, 5; 7, 11 вылетом шпинделя |
Расточный колонковый станок |
Разметка. Разметить отверстия под сверление |
Разметочная плита |
Сверлильная. Сверлить и нарезать резьбу отверстий М64 |
Радиально-сверлильный станок |
Слесарная. Зачистить заусенцы и острые кромки после строгания и сверления |
Слесарная площадка |
Контрольная. Окончательная приемка на основании операционного контроля и внешнего осмотра |
На контрольной плите |
Обработка по второй и третьей схемам может быть применена в том случае, когда центральное отверстие имеет сравнительно большие размеры и его трудно выполнить на обычном расточном станке. При этом необходимо, чтобы габариты и вес обрабатываемых деталей позволяли использовать имеющиеся карусельные станки. Эти схемы чаще всего используются при обработке архитравов одноцилиндровых прессов.
При выборе третьей схемы следует иметь в виду, что поскольку обрабатываемые детали не являются круглыми и даже квадратными, а в большинстве своем прямоугольные, то необходимо, чтобы отношение длины к ширине было близко 1 : 1 или 1 : 1,5. В противном случае при обработке торцовых базовых поверхностей резец больше будет работать вхолостую, чем резать металл.
По четвертой технологической схеме производят обработку всех деталей этого типа, габариты и вес которых превышают возможности карусельных, продольно-строгальных или продольно-фрезерных станков.