
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Уникальные станки
Токарные станки крупных размеров в тяжелом машиностроении сравнительно редко делятся на обдирочные и чистовые. В большинстве случаев они используются и для черновых и чистовых операций. Станки обладают значительной грузоподъемностью. Так, станки моделей 1682А и 1683 допускают обработку заготовок весом до 170 т, могут развивать крутящий момент До 76000 кг/м и имеют приводную мощность 200 квт.
Аналогичный станок изготовлен недавно фирмой «Консоли-дейтед Машин Тул» (США), диаметр обработки над направляющими 3700 мм, максимальный вес обрабатываемой детали 250 т.
Станки с расстоянием между центрами 10000—20000 мм, как правило, снабжаются несколькими суппортами — передними и задними. В зависимости от величины станка может быть 5—6 суппортов. Наличие нескольких суппортов дает возможность вести одновременную работу в нескольких местах по длине детали, а также одновременно с обточкой производить подрезку и отрезку.
Интересной особенностью ряда последних моделей отечественных и зарубежных крупных токарных станков является от-; сутствие у них ходового вала для привода суппортов. Каждый суппорт имеет индивидуальный электродвигатель постоянного; тока с глубоким регулированием, электрически связанный с главным приводом. Таким образом, связь и синхронизация вращения шпинделя и перемещение суппортов достигается при помощи так называемого «электрического вала».
Станки с расстоянием между центрами 20—25 м часто снабжаются двумя передними и задними бабками. Передние бабки имеют независимые друг от друга приводы. Поэтому при обработке коротких деталей станок работает как два независимых станка, имеющих общую станину. При обработке же детали длиной, близкой к предельной, правая передняя бабка может работать как задняя. Для этой цели в шпинделе ее помещена пиноль с центром. Эта пиноль может перемещаться в осевом направлении так же, как пиноль обычной задней бабки. В некоторых конструкциях необходимое перемещение заднего центру достигается за счет соответствующего передвижения не пиноли а одной из бабок токарного станка.
Нередко крупные токарные станки снабжаются дополнительными устройствами, расширяющими их возможности, например, суппортами с шлифовальными кругами или кольцами для обточки шеек коленчатых валов.
Крупные токарные станки в исправном состоянии надежно обеспечивают 3 класс точности обработки. Достижение же 2 класса точности обработки и соответствующей шероховатости поверхности требует, как правило, дополнительной затраты труда. Это объясняется не только величиной станков, но также трудностью замеров больших диаметров и заметным износом режущего инструмента при чистовой обработке больших поверхностей. Кроме того, вследствие большого веса детали, чистовую обработку приходится вести в невыгодной, с точки зрения минимальной шероховатости поверхности, зоне скоростей реза-ния, так как увеличение числа оборотов до необходимой Бели-чины в ряде случаев ограничивается весом детали. Лимитирующим звеном в этом случае является задний центр.
Необходимая шероховатость поверхности часто достигается обработкой широким резцом с большой подачей при небольших скоростях резания и последующей зачисткой шкуркой с маслом или обкатыванием поверхности роликами. Применение вращающихся центров грузоподъемностью до 40 т значительно расширяет возможности применения высоких скоростей резания.
Применение шлифовальных суппортов на крупных токарных станках нельзя признать целесообразным вследствие неизбежного загрязнения наждачной пылью плохо защищенных направляющих станин и суппортов и, как результат этого, появления задиров и преждевременного износа их.,
Карусельные станки крупных размеров изготовляются обычно в двухстоечном исполнении с двумя вертикальными и одним боковым суппортом.
У крупных карусельных станков с диаметром планшайбы более 10 м для возможности использования их для обработки деталей с меньшими размерами планшайбы состоят из двух частей: центральной планшайбы и наружной, охватывающей кольцевой части. Так, например, у карусельного станка модели 1593 центральная планшайба имеет диаметр 6200 мм, а наружный диаметр кольцевой планшайбы 12000 мм. Центральная планшайба может вращаться независимо от наружной кольцевой части и тогда последняя остается неподвижной, являясь как бы настилом у станка. При обработке деталей большого диаметра внутренняя и наружная часть планшайбы вращаются как одно целое.
Вертикальные суппорты располагаются на поперечине. Боковой суппорт может располагаться либо непосредственно на стойке станка, либо на отдельной колонне. Во втором случае, в зависимости от установки колонны около станка на специальной плите или на одной из планшайб, возможно обтачивание, растачивание цилиндрических поверхностей, подрезка торцов и точение конических поверхностей.
Кроме того, уникальные карусельные станки могут быть снабжены дополнительным суппортом для фрезерования, растачивания и сверления. Так, например, для станка модели 1593 такой дополнительный суппорт имеет наибольший вертикальный ход 1200 мм, а наибольший ход по поперечине порядка 8000 мм, максимальный диаметр фрезы 600 мм, мощность двигателя 60 квт. Все суппорта 14,5 т. При установке фрезерного суппорта станок снабжается приспособлением для отсчета угла поворота планшайбы, необходимого при обработке деталей при неполном обороте планшайбы, например, при сверлении или фрезеровании.
Современные модели станков снабжаются отсчетньм механизмом, установленным на подвесном или стационарном пульте управления, позволяющим производить дистанционные отсчеты величины перемещения резца в горизонтальном и вертикальном направлениях.
Обработка криволинейных поверхностей производится при помощи электро-копировальных устройств по шаблонам.
Важной характеристикой карусельных станков является грузоподъемность. Переход на конструкцию с плоскими направляющими и применение сплава ЦАМ позволили значительно повысить допустимый максимальный вес обрабатываемой детали. Так, станок модели 1591, имеющий планшайбу 10000 мм, допускает установку заготовок весом до 220 т, а для модели 1563 с планшайбой 6300 мм максимальный допустимый вес детали 125 т. Еще недавно для такого типа станков допустимая нагрузка на планшайбу не превышала 80 г.
Мощность главного двигателя крупных карусельных станков достигает 120—150 квт, наибольшее допускаемое суммарное усилие резания до 25000 кг.
Так же, как и крупные токарные станки, уникальные карусельные станки не разделяются на обдирочные и чистовые.
При обработке легко достигается третий класс точности. Получение 2 класса сопряжено с дополнительной затратой времени, особенно при растачивании длинных отверстий, так как в этом случае необходимо принимать дополнительные меры для устранения конусности расточки.
Качество поверхности, получаемое при обтачивании или растачивании резцами, соответствует V 6. При необходимости получения поверхности более высокого класса применяются широкие резцы, обкатывание роликами или применение специальной шлифовальной головки. Шлифование на карусельном станке чревато меньшими последствиями для станка, чем на токарном, так как направляющие станин закрыты планшайбой, а направляющие штосселя легко защищаются от попадания наждачной пыли.
Для отделочных работ начинают получать распространение карусельно-шлифовальные станки, которые применяются после обработки деталей на обычных карусельных станках. Так, например, на карусельно-шлифовальном станке модели 3488А с двумя вертикальными шлифовальными суппортами может выполняться шлифовка наружной, внутренней поверхности и торцов. Наибольший диаметр планшайбы 1800 мм, высота детали до 400 мм. Для меньших размеров существует одностоечный карусельно-шлифовальный станок модели XIII—ПО.
Расточные станки являются одним из наиболее распространенных типов станков в тяжелом машиностроении. На этих станках можно производить растачивание, подрезание торцов, сверление и фрезерование поверхностей резцовыми головками.
На стационарных станках с передвижной колонкой могут обрабатываться очень тяжелые детали больших габаритов. Здесь вес детали ограничивает не станок, а грузоподъемные средства цеха. Наиболее крупные станки имеют диаметр шпинделя 320 мм. Усилия подачи могут достигать при сверлении 6000— 7000 кг и при фрезеровании 7500—8000 кг.
Обрабатываемые детали устанавливаются на настилы из чугунных плит. Плиты делают коробчатого сечения с мощными ребрами. Размер плиты обычно 25000X6000 или 2500X4000 мм. Для крепления деталей в продольном направлении верхней поверхности плиты прострагиваются Т-образные пазы.
На крупных станках площадь плитного настила должна быть значительной. Так, для станков с диаметром шпинделя 150— 275 мм эту площадь не следует брать менее 60—120 м2. Такие размеры площади плитных настилов обусловливаются -особенностями обработки крупных деталей. Каждая перестановка такой детали связана с затратой большого количества высококвалифицированного труда и с простоями дорогостоящего и часто дефицитного станка. Сама же деталь вследствие ее большого габарита дает возможность вести одновременную обработку несколькими переносными станками, устанавливаемыми на том же плитном настиле.
Станки обычно снабжаются летающими суппортами для подрезки торцов отверстий, люнетами с неподвижной или с подвижной стойками. Последние модели станков имеют дистанционное управление, сосредоточенное в подвесной кнопочной станции. Колонна и шпиндельная бабка оборудованы гидрозажимами, которые автоматически выключаются после прекращения соответствующего перемещения того или иного узла. Крупные расточные станки при нормальных условиях в руках высококвалифицированных рабочих обеспечивают точность в пределах 2 класса.
Продольно-строгальные станки, особенно крупные, несмотря на стремление заменить строгальные работы другими, более производительными способами обработки находят еще довольна частое применение.
Продольно-строгальными станками, характерными для тяжелого машиностроения, можно считать станки с длиной строгания более 4000 мм. Наиболее крупный станок модели 7289 имеет наибольшую длину строгания 15000 мм и наибольшую ширину 5000 мм и максимальный вес обрабатываемой заготовки 200 т. Скорость резания в пределах от 5 до 50 м/мин, максимальное тяговое усилие 40 т и наибольшее сечение резца 180Х 140 мм.
При работе на продольно-строгальных станках особое значение имеет правильное определение наибольшего веса детали, допустимой к обработке на данном станке. Обычно деталь, по весу близкая к предельному, обрабатывается на пониженных скоростях. Следует иметь в виду, что плоские направляющие выдерживают значительно большие удельные давления, чем V-образные.
Плоские направляющие обеспечивают лучшую прямолинейность при обработке горизонтальных поверхностей, а комбинированные— при обработке вертикальных и горизонтальных. Комбинированные направляющие, особенно с несимметричным наклоном граней V-образной направляющей, чрезвычайно чувствительны к малейшим деформациям стола.
В практике работы известен случай, когда при попытке обработки одного тяжелого шабота боковым суппортом направляющие нагревались так, что дальнейшая работа грозила неминуемым задиром направляющих. Когда же на стол поставили два таких шабота (симметрично по ширине стола), обработка их на тех же режимах прошла спокойно. Это явление объясняется тем, что при установке одного шабота, имеющего сравнительно небольшую площадь основания и большой вес, стол получил почти сосредоточенную нагрузку, приложенную при этом несимметрично. Вследствие этого он деформировался и заклинился в V-образных направляющих. Когда же симметрично первому шаботу был поставлен второй шабот, заклинивание в направляющих было устранено.
Крупные продольно-строгальные станки обычно имеют четыре суппорта: два вертикальных и два боковых. Диапазон подач от 0,2 до 10 мм на один двойной ход, что обеспечивает возможность применения на всех станках чистовой обработки широкими резцами с большими подачами.
Точность обработки на исправных станках очень высока. Прямолинейность 0,02 мм на один метр длины при правильной установке и креплении детали достигается относительно легко. Однако нужно иметь в виду, что вследствие большой длины постели фундамент может с течением времени осаживаться неравномерно и искажать правильное расположение плоскостей направляющих постели. Вследствие этого постель станков целесообразно устанавливать на регулирующихся башмаках, а не заливать непосредственно на фундаменте. Время от времени следует проверять расположение направляющих и в случае необходимости регулировать клинья.
В ряде случаев продольно-строгальные станки снабжаются фрезерным суппортом. Для этого поперечина делается более длинной, чем обычно, чтобы можно было отводить в сторону фрезерный суппорт, когда он не нужен, либо строгальные суппорты, чтобы они не мешали при фрезеровании.
Стремление использовать фрезерование при обработке крупных деталей приводит к появлению комбинированных фрезерно-строгальных станков. По имеющимся данным в ФРГ соя дается такой крупный станок, обладающий четырьмя фрезерными и четырьмя строгальными суппортами. Так как с одной стороны расположить все восемь суппортов невозможно, то в конструкции станка предусмотрены две поперечины, а стойки выполнены таким образом, что на них можно монтировать суппорты с двух сторон. Таким образом, когда мы смотрим на станок с одной стороны, то он представляется нам как строгальный, и наоборот, с другой стороны — это продольно-фрезерный станок. Появление такого рода конструкций еще раз с достаточной очевидностью подтверждает стремление технологов всемерно расширять фрезерование взамен строгания.
Поперечно-строгальные станки. Для обработки особо тяжелых деталей: шаботов, шпоночных пазов в крупных зубчатых колесах, а также деталей с несквозными наружными и внутренними поверхностями типа контейнеров горизонтальных прессов применяются мощные поперечно-строгальные станки. На фиг. 22 показан станок такого типа, модель КУ-41.
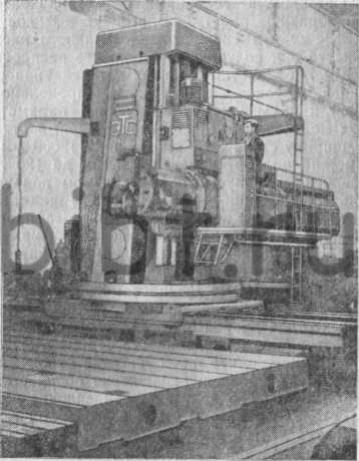
Фиг. 22. Поперечно-строгальный станок, модель КУ-41
Станок установлен на регулируемые башмаки возле зажимной плиты для крепления деталей. Станок имеет массивную колонну, которая может перемещаться по направляющим и поворачиваться в обе стороны на 250°. По колонне перемещается жесткий восьмигранный ползун, несущий на поворотной головке суппорт. Все движения станка производятся от встроенных электродвигателей. Управление может осуществляться с центрального или подвесного пульта. Производственные возможности станка характеризуются следующими данными: наибольшая ширина обрабатываемой поверхности 2200 мм, высота 1000 мм, длина 5000 мм, мощность главного двигателя 29 квт. Вес станка в нормальном исполнении 105 т.
Продольно-фрезерные станки. Наибольшее распространение в тяжелом машиностроении получили двустоечные четырех-шпиндельные станки с двумя вертикальными и двумя горизонтальными фрезерными головками. Эти станки рассчитаны на самую разнообразную работу. Благодаря высокой производительности, за счет применения твердосплавного инструмента и универсальности они получают все большее распространение, в том числе и для обработки крупных деталей типа станин прокатных станов. Высокая эффективность продольно-фрезерных станков ведет к дальнейшему увеличению параметров вновь создаваемых моделей. Так продольно-фрезерный станок модели 6682 имеет ширину стола 3600 мм и длину 12000 мм. На таком станке возможна обработка деталей весом до 120 т. Наибольшее тяговое усилие, допустимое механизмом подачи 56000 кг, а максимальный крутящий момент на одном шпинделе 860 кгм.
С этой точки зрения представляет интерес продольно-фрезерный станок, изготовленный немецкой фирмой «Шисс» (ФРГ). Размеры обрабатываемых деталей характеризуются следующими данными: ширина 4500 мм, высота 4500 мм и длина 20000 мм, вес до 150 т. Длина самого станка 46 м, общий вес станка 900 т. По направляющим станины передвигается два отдельных стола длиной 8,5 и 11,5 м. Столы могут перемещаться совместно либо по отдельности. Применение двух столов имеет то преимущество, что при обработке относительно коротких деталей не требуется передвижение обоих столов вместе. Кроме того, этот способ допускает закрепление детали на неподвижном столе. На втором столе в это время может происходить обработка другой детали.
Точность перемещений суппортов, стола и поперечины, по данным фирмы, 0,01 мм. Управление дистанционное, пульты снабжены телевизионными установками, позволяющими вести наблюдение за положением и перемещением инструмента.
Высокая жесткость и точность выполнения продольно-фрезерных станков позволяет достигать точности обработки, близкой к результатам продольно-строгальных станков. Внедрение процесса шабрящего фрезерования создает условия для получения плоскостности в пределах 0,02—0,03 мм на метр.