
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
СТАНКИ, ПРИМЕНЯЕМЫЕ В ТЯЖЕЛОМ МАШИНОСТРОЕНИИ
Затраты машинного и вспомогательного времени при механической обработке находятся в прямой зависимости от типов станков, выбранных при разработке технологического процесса. Каждому виду производства соответствуют определенные наиболее характерные для него типы и размеры станков.
В тяжелом машиностроении характерной особенностью применяемых станков наряду с их большой универсальностью является наличие уникального оборудования значительных размеров, большой мощности, определяющего возможность обработки основных деталей наиболее крупных машин.
В тех случаях, когда размеры и вес детали исключают возможность создания станков необходимых размеров либо когда выполнение операций связано со сложными и длительными по времени переустановками изделия, применяется гамма переносных станков. Сюда относятся переносные поперечно-строгальные станки, расточные, сверлильные и долбежные станки.
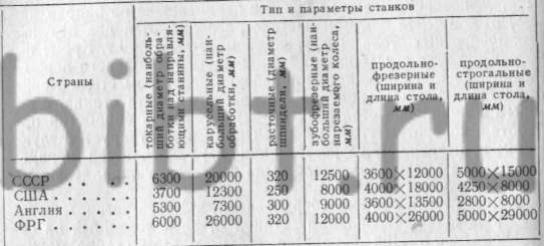
Представление о размерах уникальных станков, изготовляемых у нас и за рубежом, дает табл. 5.
Таблица 5 Уникальные станки, изготовляемые в СССР и за рубежом (по данным ЭНИМС и информационным материалам)
В качестве общих характеристик крупных станков можно указать, что для большинства станков этого назначения одним из основных параметров является наибольший допустимый вес обрабатываемой детали. Практически крупные станки обеспечивают возможность обработки деталей весом в 150—200 т.
При работе на крупных станках вопрос установки и крепления деталей приобретает особое значение. Несмотря на видимую жесткость столов и планшайб, они легко поддаются короблению при неправильном креплении деталей болтами. Даже незначительные деформации ведут к местному повышению удельного давления и могут вызвать задиры направляющих. Поэтому способ крепления должен гарантировать отсутствие перетяжки не только обрабатываемой детали, но и стола станка. При проектировании технологических процессов обработки тяжелых деталей на крупных станках необходимо указать методы установки и крепления их. Практические рекомендации по этому вопросу приводятся нами в главе V.
Наряду с этим, совершенствование режущего инструмента сопровождается непрерывным повышением скоростных характеристик, увеличением приводной мощности и жесткости вновь создаваемых станков. Наличие автоматически действующих устройств зажимов узлов (суппортов, колонн, ползунов) способствует повышению точности обработки за счет устранения зазоров и повышения жесткости системы.
Современные модели станков снабжаются счетным механизмом, установленным на подвесном или стационарном пульте управления, позволяющим производить дистанционные отсчеты величины перемещения суппорта, шпинделя или головки в горизонтальном, вертикальном и осевом направлениях. В последнее время начали появляться станки, оборудованные телевизионными установками для наблюдения за процессом обработки. Установка такого типа станков производится на специальные достаточно сложные фундаменты, представляющие собой крупные строительные сооружения.
Весьма интересна тенденция, которую мы наблюдаем в последнее время при установке уникальных станков. В тяжелом машиностроении, турбостроении и других отраслях машиностроения установка крупных карусельных станков диаметром планшайбы 2500—3000 мм и выше обычно производится таким образом, чтобы планшайба располагалась на уровне пола цеха. Подобное расположение планшайбы мы встречаем и при монтаже крупных зубофрезерных станков. Это облегчает установку деталей и обслуживание станков во время работы.
В последнее время целый ряд зарубежных предприятий распространяют этот прием установки на другие виды тяжелых станков. Так, например, на турбинном заводе «Броун-Бовери» (Швейцария) все крупные продольно-строгальные и Продольно-фрезерные станки установлены так, чтобы рабочая поверхность столов была на уровне пола.
Фирма «Шисс» (ФРГ), давая описание уникального продольно-фрезерного станка с длиной фрезерования 20 м, указывает, что он должен быть установлен так, чтобы поверхность стола и пол находились на одном уровне. Аналогично фирма «Инноченти» (Италия) в описании нового расточного колонкового станка модели CW с диаметром шпинделя 200 мм предусматривает расположение зажимной плиты перед станком ниже пола с таким расчетом, чтобы рабочая поверхность мощного поворотного стола располагалась на уровне пола и т. д.
На наш взгляд, установка рабочей поверхности станков на уровне пола целесообразна, так как это прямо влияет на уменьшение затрат времени на установку и снятие деталей, упрощает наблюдение за процессом резания, уменьшает утомляемость рабочего, исключая необходимость многократных подъемов и спусков на станок и со станка. Некоторые дополнительные затраты, связанные с заглублением фундамента, безусловно, окупаются удобствами эксплуатации, учитывая длительный срок работы такого рода станков.