
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Особенности обработки составных станин, траверс и архитравов.
Изготовление составных деталей типа станин, траверс и архитравов представляет значительные трудности. Эти трудности заключаются в том, что после раздельной механической обработки большинства обрабатываемых поверхностей необходимо обеспечить собираемость этой составной детали на сборке или монтаже.
Существует два вида составных деталей. Это детали, обработка которых полностью заканчивается в элементах без какой-либо обработки в собранном виде, и детали, которые после частичной обработки составных частей подвергаются окончательной обработке в собранном виде.
Примерами деталей первого вида являются составные детали крупных горизонтальных прессов, такие, как передняя, подвижная и задняя траверсы, отдельные детали крупных вертикальных прессов, такие, как станины, архитравы, подвижные траверсы, у которых по плоскостям разъемов не имеется крупных посадочных отверстий, требующих расточки в собранном виде. Примером деталей второго вида могут служить архитравы, состоящие из двух или нескольких частей, линия разъема которых проходит по оси отверстий цилиндров. В этом случае растачивание отверстий под цилиндры необходимо производить в собранном виде.
Рассматривая эти детали с точки зрения технологии изготовления, следует отдать предпочтение первому виду. Такие конструкции составных деталей позволяют резко сократить цикл изготовления узлов за счет параллельной обработки составных частей на нескольких станках. Кроме того, при этом в меньшей степени заняты уникальные расточные станки, на плитных настилах которых обычно предусматривается промежуточная сборка и совместная обработка.
Учитывая преимущества раздельной обработки, в ряде случаев целесообразно даже некоторое ужесточение допусков позволяющее за счет этого избежать совместной обработки элементов в сборе. Иногда для этой цели приходится идти по линии изменения или пересмотра конструкции отдельных деталей с тем, чтобы сделать их более технологичными и иметь достаточно хорошую базировку при раздельной обработке. Наглядная схема раздельной обработки траверсы пресса усилием 4500 т представлена на фиг. 113.
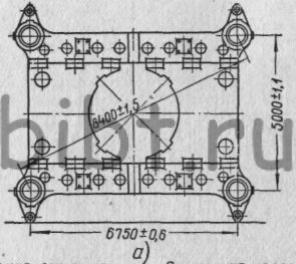
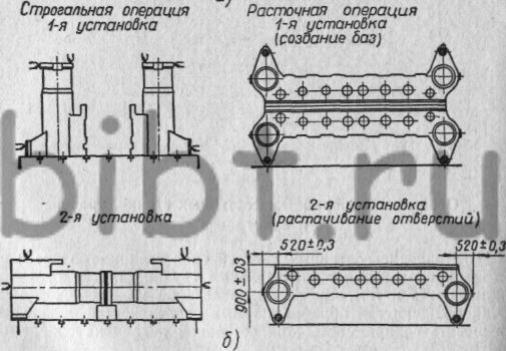
Фиг. 113. Составная траверса пресса 4500 т (а) и схема ее раздельной обработки (б).
В тех случаях, когда совместная обработка в собранном виде составных деталей является неизбежной, операции совместной обработки предшествует промежуточная сборка. В большинстве случаев вес собранной составной детали превышает грузоподъемность мостовых кранов, и промежуточная сборка поэтому производится непосредственно на плитных настилах станков в исходном положении для обработки. Такая слесарно-сборочная работа тесно связана со станочной операцией, так как она должна одновременно увязываться с довольно точной выверкой установки деталей на станке. При этом нужно стремиться к тому, чтобы все поверхности, подлежащие совместной обработке, были выполнены за одну установку, ибо каждая новая переустановка связана с разборкой и новой сборкой составных деталей.
В случаях, когда за одну установку детали в собранном виде исполнение всех обрабатываемых поверхностей произвести невозможно, прибегают к обработке их переносными станками. При одновременной обработке крупных деталей применяется стационарный расточный станок в комбинации с переносными расточным, поперечно-строгальным и сверлильным станками.
Иногда такая комбинация может состоять из одного стационарного расточного станка и двух переносных расточных станков. При этом следует указать, что переносными станками должна производиться обработка менее ответственных поверхностей детали и время обработки таких поверхностей должно быть несколько меньшим, чем время обработки основных поверхностей стационарным станком. При таких комбинациях обычно достигается сокращение цикла изготовления крупных деталей на несколько суток.