
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка клиньев правильно-растяжных машин
В правильно-растяжных машинах, предназначенных для правки листов и разных фасонных профилей из алюминиевых сплавов путем растяжения, в передней и задней головках имеются механизмы клинового захвата. Клиновой захват состоит из подвижных и неподвижных клиньев и целого ряда других деталей. Поскольку подвижной и неподвижный клинья по своей конфигурации мало отличаются друг от друга, а по технологии и техническим требованиям к обработке они одинаковы, то остановимся на разборе технологии изготовления только подвижного клина.
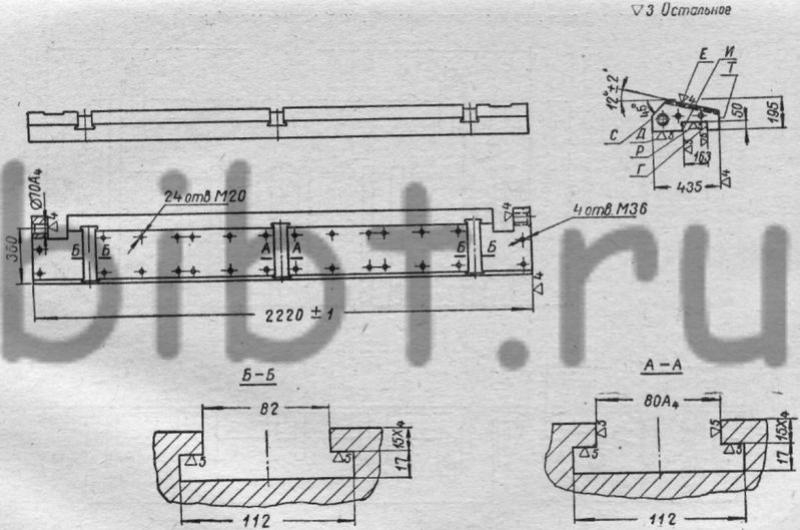 Фиг. 114. Подвижной клин правильно-растяжной машины.
Фиг. 114. Подвижной клин правильно-растяжной машины.
Подвижной клин (фиг. 114) изготовляется из кованой стали 40, проходит после ковки нормализацию с отпуском. Обработанный подвижной клин должен отвечать следующим требованиям.
1. Непараллельность плоскостей Р и Д, а также Г и И не более 0,1 мм на длине 2220 мм.
2. Неперпендикулярность плоскостей Г и Д не более 0,05 мм на размере 50 мм.
3. Точность размера 360 мм при растачивании отверстий диаметром 70А4 с обоих концов выдерживается равной 0,1 мм.
4. Неперпендикулярность пазов 80А4 и 82 к плоскости Т не более 0,1 мм на длине паза.
После обрезки концов заготовки на пиле, разметки и чернового строгания по контуру, а также предварительной прорезки прямоугольных и Т-образных пазов клин подвергается естественному старению в течение 5—7 суток (свободное вылеживание). Если величина коробления после старения окажется более половины припуска на обработку, клин проходит правку под прессом с последующим снятием напряжений в печи. Если коробление клина незначительно, то он, минуя правку, проходит механическую обработку. Такая предосторожность диктуется тем, что при чистовых операциях наблюдается некоторое коробление клина в продольной плоскости, особенно после окончательного фрезерования Т-образных пазов.
После разметки производится чистовое строгание торцов клина. При этом клин ставится поверхностью С на стол, а плоскостью Д —к боковому суппорту. В местах неприлегания к столу ставятся прокладки. Крепление осуществляется за поверхность Т болтами и скобами.
Поверхности Д, Г, И, Р строгаются в размер, а поверхность Т до места крепления. Затем в этой же операции после переустановки детали и выверки по простроганной поверхности Т с точностью до 0,05 мм на длине 1000 мм обрабатывается остальная часть поверхности Т, прострагивается плоскость С и скос под углом 45°.
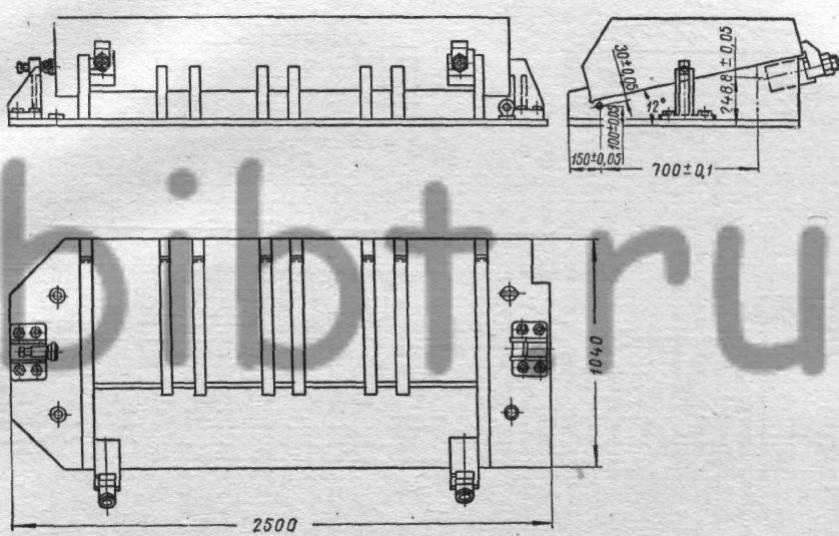 Фиг. 115. Приспособление для строгания плоскости клина под углом 12°±2'
Фиг. 115. Приспособление для строгания плоскости клина под углом 12°±2'
Строгание плоскости Е под углом 12°±2' производится в специальном приспособлении (фиг. 115), которое используется и на последующих операциях при обработке Т-образных пазов и шлифовании плоскости Е.
Фрезерование концевых торцов и прямоугольных пазов выполняется в отдельной операции. Обработка всех отверстий производится универсальным способом на радиально-сверлильном и расточном станках.
При выполнении операции шлифования плоскости Е выдерживается размер 15Х4 до заплечиков Т-образных пазов. К плоскости Е крепятся бронзовые накладки, не показанные на фиг. 114. Достижение параллельности этих накладок шабровкой занимает большое время, поэтому в целях замены ручных работ целесообразно шлифование их после установки на подвижной клин в указанном выше специальном приспособлении.