
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка листовых деталей станин и траверс пресса мощностью 30 тыс. тонн
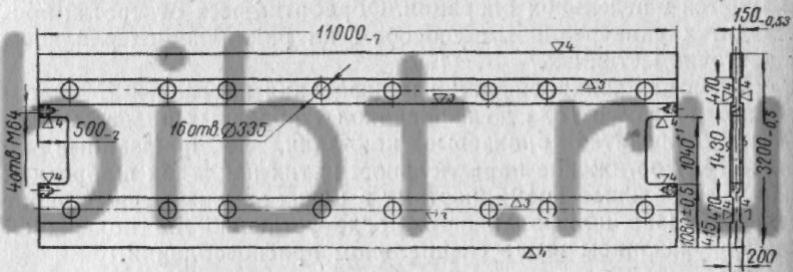
Фиг. 116. Промежуточная плита траверсы штамповочного пресса 30 тыс. т.
На фиг. 116 представлена конструкция и основные размеры одной из промежуточных плит, из которых состоит сборнолистовая траверса штамповочного пресса 30 тыс. тонн (см. фиг. 105). Основные технические требования, предъявляемые к обработке плит, помимо выдерживания допусков и размеров, указанных на чертеже, сводятся к следующему.
1. Непараллельность боковых кромок плиты по размеру 3200-0,5 и обработанных по всей длине площадок шириной 470 мм по размеру 150 -0,53 разрешается в пределах величин допусков на эти размеры.
2. Обработанные по всей длине площадки шириной 470 мм с одной стороны плиты должны лежать в одной плоскости, допустимое несовпадение не более 0,5 мм.
Заготовка плиты вырезается газовым резаком из катаного стального листа толщиной 200 мм марки 22К. После проверки плоскостности заготовки и разметки обрабатываемых поверхностей деталь поступает на обработку. Обработка плоскостей плит может быть выполнена по одному из следующих вариантов.
1. Фрезерованием на продольно-фрезерном станке с переустановкой детали.
2. Строганием боковых кромок по размеру 3200 мм и площадок по ширине 470 мм на продольно-строгальном станке с последующим фрезерованием пазов по размеру 1040 +1 на расточном станке.
В обоих вариантах используются станки с длиной столов 12000 мм.
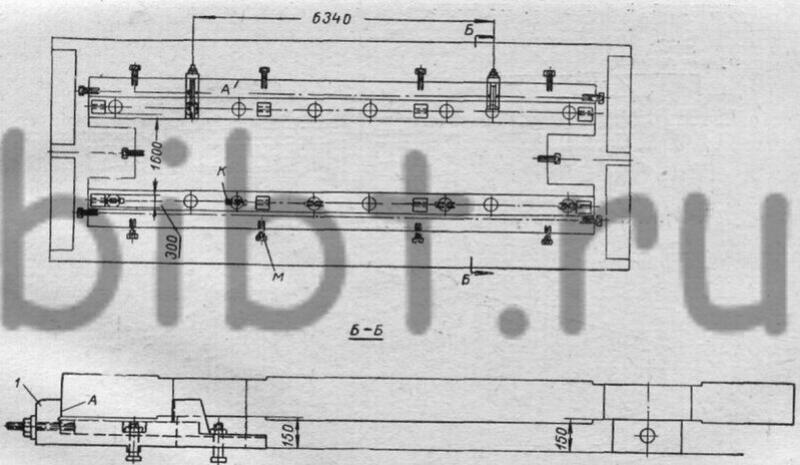
Фиг. 117. Схема установки и крепления промежуточной плиты на столе продольно-строгального станка.
Установка и крепление детали производится согласно схеме, приведенной на фиг. 117. При этом до установки детали опорные плоскости А приспособления после закрепления балок 1 на столе должны быть обработаны на этом же станке для обеспечения их параллельности. При обработке продольных площадок шириной 470 мм используется крепление в местах М и при строгании боковой кромки плиты крепежные планки устанавливаются в местах К. Промеры размера 3200 -0,5 ведутся жесткой скобой.
Обработка пазов по размеру 1040 +1 при строгальном варианте выполняется на расточном станке с диаметром шпинделя 180 мм и ходом колонны по постели 8000 мм. Деталь устанавливается на подставках к двум угольникам, строго выверенным относительно станка.
Фрезерование пазов по размеру 1040 +1 производится с двух установок детали с выдерживанием размера 1080 ±0,5 от боковой кромки плиты по предельной скобе.
Сверление и нарезка отверстий М64 X 6 в торцах производится с двух установок детали на расточном станке с диаметром шпинделя 200 мм.
Несмотря на высокую точность, достигаемую при обработке плит по размеру 3200 -0,5 . при горячей затяжке в пакет не исключается их разновысотность, поэтому заранее предусматривается обработка верхних торцовых плоскостей станины и траверсы после сборки этих узлов на монтаже. Для этой цели применяется специальное фрезерно-шлифовальное устройство, поставлявемое вместе с прессами на монтаж. Оно также используется в процессе эксплуатации при ремонте для устранения выработки станин я траверс прессов.
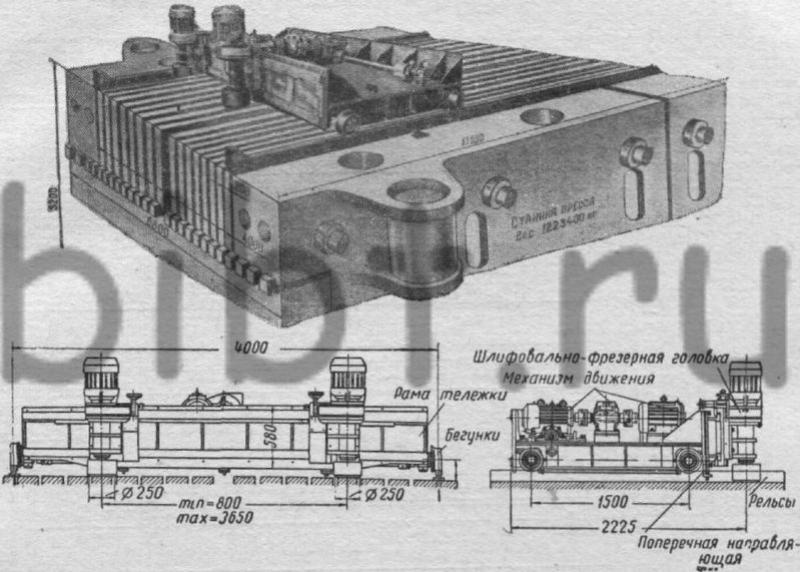
Фиг. 118. Специальная фрезерно-шлифовальная установка для фрезерования и шлифования составных станины и траверсы пресса 30 тыс. т в процессе монтажа.
Такое устройство (фиг. 118) представляет собой сварную тележку размером 2X4 м и весом 7 т. Перемещение тележки вдоль станины по рельсам осуществляется с помощью механизма движения и четырех бегунков. Скорость перемещения при фрезеровании составляет 0,45 м/мин, а при шлифовании 2,72 м/мин. На торце тележки имеются поперечные направляющие, по которым передвигаются два суппорта с фрезерно-шлифовальными головками. Вертикальное движение головок производится вручную с настройкой по нониусу. Вращение шпинделей головок со скоростью 1440 об/мин. осуществляется при шлифовании непосредственно от электродвигателя, а при фрезеровании со скоростью 360 об/мин—через пару шестерен. Для уменьшения вибрации тележки при работе на ней устанавливается дополнительный груз весом 7—8 г.