
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка вертикальных пластин.
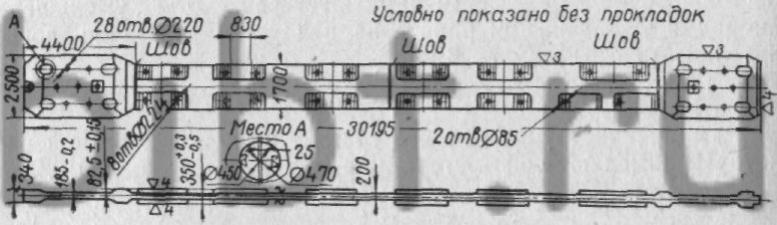
Фиг. 120. Вертикальная пластика рамы пресса 70 тыс. тонн.
Вертикальная пластина (фиг. 120) сваривается из четырех частей — двух кованых головок и двух листовых элементов. Сварка их выполняется электрошлаковым способом. Вначале свариваются головная часть с листовым элементом в полупластину, а после сварки двух полупластин заваривается средний стык. Материалом пластины является сталь марки 22К.
Основные требования к изготовлению пластин следующие.
1. Непараллельность обработанных плоскостей головных частей пластины по размеру 185 -0,2 в пределах величины допуска на этот размер как по длине, так и по ширине обработанной части.
2. Непараллельность обработанных плоскостей прокладок, установленных и закрепленных на вертикальной пластине, к плоскостям головной ее части не более 0,2 мм на всей длине и ширине пластины.
3. Глубина накатанного слоя отверстий диаметром 224 мм не менее 3 мм.
Обработка вертикальных пластин начинается с разметочной операции, для чего одна из пластин размечается универсальным способом, обрабатывается по контуру и боковым плоскостям и принимается за эталонную, по которой производится разметка всех остальных пластин.
Дальнейшая обработка ведется по следующим основным этапам.
1. Фрезерование контура с двух переустановок детали на специальном стенде, оборудованном двумя расточными головками модели ЛР-24 завода им. Свердлова, смонтированными и перемещающимися на направляющих станины станка глубокого сверления. Весь стенд размещается на плитном настиле размером 4,2X35 м. Для установки и крепления детали стенд оборудован специальными литыми коробчатыми подставками соответствующей высоты.
2. Черновая обработка головных частей пластины и окончательная обработка всех отверстий и площадок под установку рифленых подкладок на специальном стенде. Стенд состоит из. четырех станков с диаметром шпинделя 200 мм, установленных с обеих сторон попарно на две параллельные направляющие Длиной 40 м (фиг. 121).
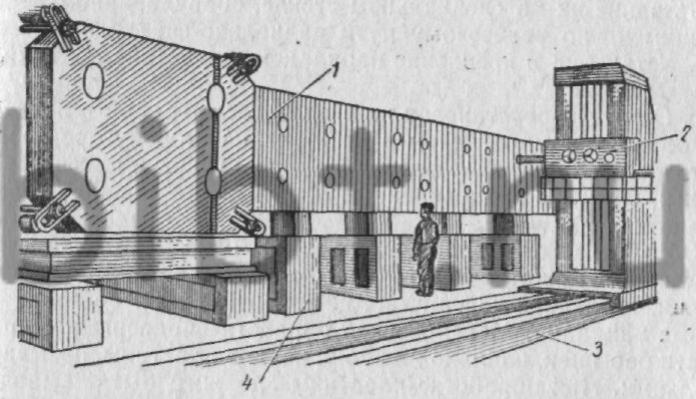
Фиг. 121. Стенд для обработки вертикальных пластин рамы пресса 70 тыс. тонн:
1 — обрабатываемая пластина
2 — расточный станок;
3 — направляющие станков стенда;
4 — подставки.
На стенд устанавливают на ребро две пластины, и каждая обрабатывается одновременно двумя станками. Таким образом, обеспечивается полная загрузка стенда. Отверстия диаметром 220 и 224 мм сверлятся на диаметр 220 мм с помощью кольцевых сверл. Отверстия диаметром 85 мм сверлятся предварительно на диаметр 80 мм, а потом растачиваются на диаметр 85 мм. После растачивания отверстий диаметром 224 мм они вместе с двумя отверстиями диаметром 85 мм подвергаются упрочняющей накатке роликами.
Фрезерование плоскостей головных частей с припуском 10— 12 мм на сторону и окончательное фрезерование площадок под рифления производится резцовой головкой диаметром 320 мм, оснащенной твердосплавными резцами.
3. Установка детали на специальном стенде и рифление площадок под прокладки с двух сторон двумя наклепочными станками, спроектированными и изготовленными специально для этой цели.
4. Подметка резьбовых отверстий по прокладкам, сверление и нарезание их на специальном стенде, оборудованном передвигающимся по рельсовому пути радиально-сверлильным станком. Установка и крепление прокладок к пластине болтами М48 с двух сторон.
5. С двух переустановок на стенде после грубой и предчиставой обработки с припуском 0,5—0,8 мм на сторону производится чистовое шабрящее фрезерование привалочных плоскостей головных частей и прикрепленных к пластине прокладок головкой диаметром 500 мм.