
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка горизонтальных пластин рамы пресса (фиг. 122).
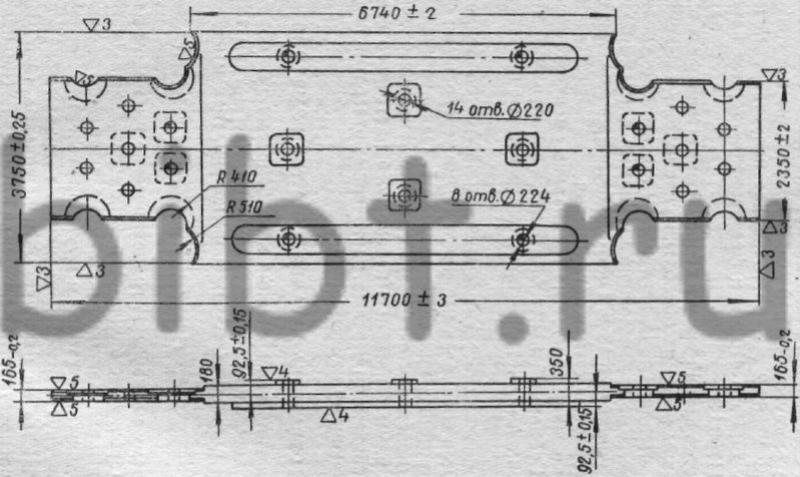
Фиг. 122. Горизонтальная пластина рамы пресса 70 тыс. тонн.
Эти детали вырезаются из катаного стального листа марки 22К толщиной 180 мм. В средней части пластин привариваются бобышки и листовые накладки. Механической обработке подвергаются поверхности бобышек, накладок и обоих концов пластины, называемых крыльями. При обработке пластины должны быть выполнены следующие технические требования.
1. Непараллельность плоскостей крыльев по размеру 165 мм и приваренных прокладок и бобышек по размеру 350 мм не более 0,3 мм по длине и ширине обработанных поверхностей.
2. Обработанные поверхности обоих крыльев по размеру 165 мм должны лежать в одной плоскости. Допустимое смещение не более 0,3 мм.
3. Непараллельность плоскостей по размеру 3750±0,25 в пределах половины допуска на всей длине.
4. Полуокружности диаметром 450А3 должны быть обработаны в собранной секции рамы.
Обработка горизонтальных пластин после разметки производится в три этапа.
1. Обработка кромок по размеру 3750±0,25 на том же стенде, где производится обработка вертикальных пластин.
2. Обработка плоскостей пластины производится с двух установок на специальном стенде, на котором фрезеруются прокладки и бобышки по размеру 350 мм и крылья по размеру 165 мм.
При выдерживании размера 92,5 мм в пределах ±0,15 мм производятся промеры от базовой площадки на шпиндельной бабке станка. Черновое и предчистовое фрезерование плоскостей выполняется резцовыми головками, оснащенными твердым сплавом, а чистовое — шабрящими головками.
3. После вторичной разметки горизонтальная пластина устанавливается на второй, специально для этой операции изготовленный стенд, где с двух переустановок пластины по высоте производится сверление и растачивание отверстий под стяжки. Растачивание радиусов R = 510 мм, фрезерование кромок крыльев по размеру 2350±2 мм, растачивание полуотверстий предварительно на диаметр 410 мм и фрезерование торцов пластины по размеру 11700±3.