
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка цилиндров
По своему назначению гидравлические цилиндры делятся на рабочие (средние и боковые) и вспомогательные (уравновешивающие, выравнивающие, подъемные, обратного хода, прижимные, передвижения столов и выталкивателей).
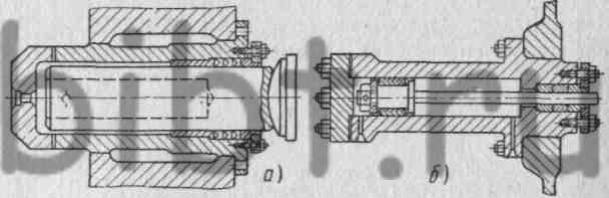
Фиг. 123. Типы гидравлических цилиндров: а — плунжерного типа; б—поршневого типа.
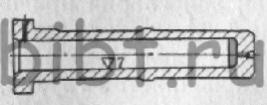
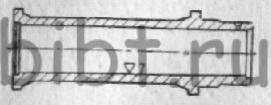
По конструктивному исполнению гидравлические цилиндры подразделяются на плунжерные и поршневые (фиг. 123). Наибольшее распространение получили плунжерные цилиндры. Классификация цилиндров по типам и видам представлена в табл. 47.
По способу получения заготовки цилиндры следует разделить на три группы: цельнокованые, сварно-кованые и литые. Наибольшее применение получила группа цельнокованых цилиндров.
Таблица 47 Классификация цилиндров гидравлических прессов
Типы |
Характеристика вида |
Виды конструкций |
Глухой сварно-кованый |
 |
|
Цельнокованый со сквозным расточенным отверстием под вставное днище |
 |
|
Сварно-кованый со сквозным расточенным отверстием под плунжер и плунжерное днище |
 |
|
Лигой со сквозными расточенными отверстиями с двух концов под сальниковые уплотнения |
 |
|
Глухой цельнокованый |
 |
|
Цельнокованый со сквозным отверстием |
 |
|
Цельнокованый со сквозным расточенным отверстием под сальниковое плотнение |
 |
Цельнокованые цилиндры да большинстве своем изготовляются из углеродистых сталей марок 35 и 40, в отдельных случаях из низколегированных сталей марок 35Н или 35 НМ. В ответственных рабочих цилиндрах, корпуса которых испытывают высокие напряжения, к материалу предъявляют особые требования по механическим свойствам.
В отдельных конструкциях прессов применяются и литые цилиндры. Они менее надежны в эксплуатации, чем кованые, но трудоемкость при изготовлении литых цилиндров значительно ниже в сравнении с изготовлением прочих типов заготовок. Материалом для литых цилиндров чаще всего служит литая сталь марки 35Л. Иногда литые цилиндры изготовляют из модифицированного (МСЧ 35—56) или высокопрочного (ВЧ45—5) чугуна.
В последнее время в связи с появлением электрошлаковой сварки деталей большой толщины и повышением прочности сварных соединений цилиндры стали выполнять сварно-коваными, состоящими из двух-трех частей. Использование электрошлаковой сварки при изготовлении цилиндров позволило резко сократить трудоемкость обработки как по заготовительным, так и по механообрабатывающим цехам.
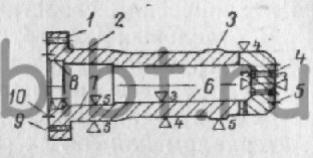
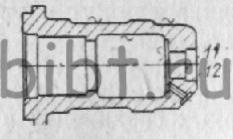
Большинство глухих, сварно-кованых цилиндров плунжерного типа (см. табл. 47) имеет фланец с привалочным торцом 1; цилиндрическую наружную поверхность с двумя центрирующими поясками 2 и 3, обрабатываемыми по ходовой посадке 4 класса точности; рабочую полость 6 с посадочными расточками под грундбуксу 7 и сальник 8. Растачивание отверстия под грундбуксу выполняется по 2 классу точности, а под сальник — по 4 классу точности. Рабочая полость цилиндра растачивается по свободному размеру с плавным переходом к днищу. В днище растачивается отверстие 4 для подвода жидкости и глухие резьбовые отверстия 5 для крепления фланца трубопровода. Со стороны наружного торца фланца предусматриваются сквозные отверстия 9 для крепления цилиндра и глухие резьбовые отверстия 10 для поджатая сальника через фланец. На образующей цилиндра предусматривается воздухоспускное отверстие с резьбой под пробку.
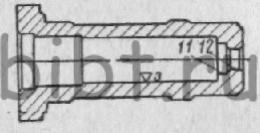
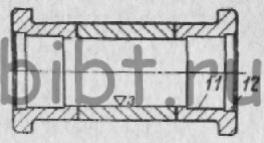
Во всех цилиндрах плунжерного типа со сквозными отверстиями со стороны донной части предусматриваются отверстия 11 и 12 под горячую посадку вставного днища или сальникового уплотнения.
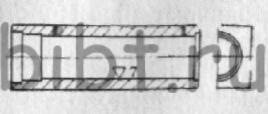
Отличительной особенностью цилиндров поршневого типа является наличие гладкой бесступенчатой полости, обрабатываемой с шероховатостью не ниже v 7 и посадочным размером по 4—5 классу точности. Требование обеспечения малой шероховатости рабочей полости цилиндра поршневого типа вызвано наличием поршня и манжет, которые будут иметь интенсивный износ в случае грубой обработки.
К механической обработке цилиндров предъявляются следующие основные, наиболее существенные требования.
1. Биение наружных посадочных поясков относительно отверстий под грундбуксу и сальник допускается не более 0,1 мм.
2. Биение привалочного торца фланца относительно наружных посадочных поясков не должно превышать 0,1 мм на максимальном радиусе фланца.
3. Перекос оси внутренней полости по. отношению к осям посадочных отверстий под грундбуксу и сальник у цилиндров-плунжерного типа допускается в пределах 1,5—3 мм на 1 м, а у цилиндров поршневого типа — в пределах 0,1 мм на 1 м.
4. Конусность и овальность рабочих плоскостей цилиндров-поршневого типа выдерживается в пределах половины величины допуска на отверстие.