
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Схемы обработки цилиндров.
Порядок выполнения операций с применением того или иного вида оборудования во многом зависит от конструкции цилиндра, размеров, веса и вида заготовки.
В зависимости от этих факторов применяются следующие схемы обработки цилиндров.
1. Обтачивание наружной поверхности на токарных станках с растачиванием внутренних полостей на станках глубокого сверления. Эта схема наиболее распространена для обработки цельнокованых цилиндров. По этой же схеме могут обрабатываться сварно-кованые цилиндры после электрошлаковой сварки.
2. Обтачивание наружных и внутренних поверхностей на карусельных станках. Эта схема может быть применена для обработки крупных цельнокованых рабочих цилиндров с прошитым отверстием в заготовке.
3. Обтачивание наружной поверхности на токарном станке, с растачиванием внутренних полостей на расточном станке. По этой схеме может производиться обработка цельнокованых цилиндров со сквозным отверстием, когда отсутствуют карусельные станки и станки глубокого сверления.
4. Растачивание внутренних поверхностей и подрезание торцов на расточных или карусельных станках. По данной схеме обрабатываются литые цилиндры, которые по наружному контуру не имеют обрабатываемых поверхностей.
5. Обработка на строгальном станке по наружному контуру (прямоугольник, квадрат) и растачивание внутренней полости на расточном или карусельном станке. По этой схеме обрабатываются литые цилиндры, имеющие по наружным поверхностям плоскостную обработку.
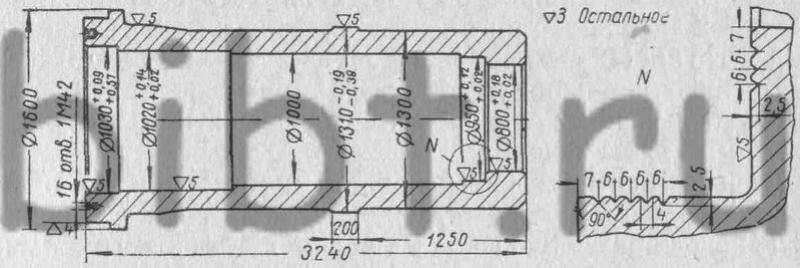
Таблица 48 Технологический маршрут обработки рабочего цилиндра со вставным днищем
| Наименование и содержание операции | Оборудование или рабочее место |
Разметка. Проверить наличие и величину припусков. Разметить под растачивание выточки для пробок |
Разметочная плита |
Расточная. Расточить выточки под пробки и фрезеровать бахрому |
Расточный станок |
Слесарная. Установить регулируемые центровые пробки |
На предыдущей операции |
Токарная. Обточить с припусками по 10 мм на диаметры и 5 мм на торцы. Надрезать концы и проточить пояски под люнеты для глубокого сверления |
Токарный станок |
Слесарная. Снять пробки |
На предыдущей операции |
Отрезная. Отрезать концы по надрезам и перенести маркировку |
Отрезная пила |
Сверлильная (глубокое сверление). Сверлить отверстия со стороны днища на диаметр 780 мм и со стороны фланца по размеру чертежа на диаметр 1000 мм |
Горизонтально-сверлильный станок |
Слесарная. Установить регулируемые пробки |
На предыдущей операции |
Токарная. Окончательно обточить наружные диаметры и подрезать торцы |
Токарный станок |
Слесарная. Снять пробки |
На предыдущей операции |
Токарная. Расточить отверстия под грундбуксу и сальник |
Токарный станок |
Разметка. Разметить отверстия со стороны фланца |
Разметочная плита |
Расточная. Расточить отверстие под днище. Сверлить и нарезать отверстия со стороны фланца |
Расточный станок |
Слесарная. Зачистить заусенцы |
Свободная площадь участка |
Контрольная. Окончательная приемка цилиндра |
Контрольная плита |
6. Обработка элементов сварно-кованых цилиндров на карусельных станках и обработка после сварки по одной из схем 1,2 и 3.
Технологический маршрут обработки цилиндра по первой схеме представлен в табл. 48.
Чтобы ознакомиться более подробно с выполнением отдельных операций обработки цилиндров по той или иной технологической схеме, перейдем к разбору наиболее характерных приемов при установке, выверке, креплении и обработке деталей, а также к рассмотрению применяемых при этом специальных приспособлений и инструментов.