
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сварка поворотных стыков труб.
Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3 и 4 мм, второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов.
1. Стык делят на четыре участка. Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 125). Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8.
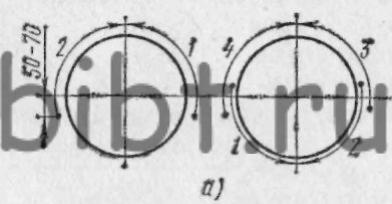
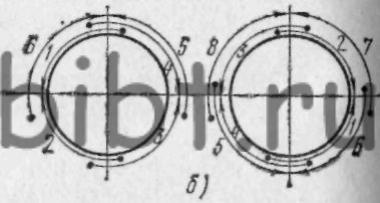
Рис. 125. Схема сварки стыка трубы: а - первого слоя, б - второго слоя
2. Стык делят на четыре участка. Вначале сваривают участки 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4 (рис. 126). После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 90° и сваривают участки 7 и 8.
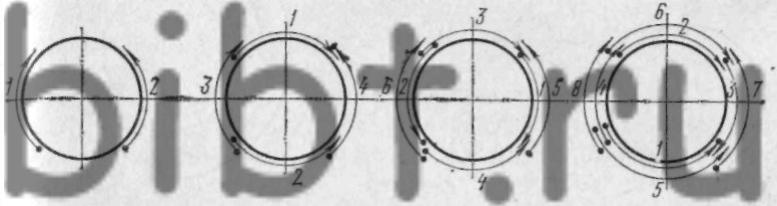
Рис. 126. Схема сварки стыка трубы по второму методу
3. Стык делят на несколько участков (при сварке труб диаметром более 500 мм), сварку ведут обратно-ступенчатым способом отдельными участками (рис. 127). Длина каждого участка шва (1-8) составляет 150-300 мм и зависит от диаметра трубы.

Рис. 127. Схема сварки стыка труб большого диаметра: а - первого слоя, б - второго слоя
Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки (рис. 128).

Рис. 128. Схема сварки стыка труб малого диаметра
Второй и третий слои выполняются аналогично первому, но в противсположных направлениях. Во всех случаях необходимо каждый последующий перекрывать предыдущим на 10-15 мм.