
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 9. ОСНОВНЫЕ ВИДЫ ОБРАБОТКИ МЕТАЛЛОВ.
Литейное производство. Литье - один из древнейших способов изготовления деталей. Оно заключается в том, что расплавленный металл заливают в специальную литейную форму, в которой он, остывая, затвердевает и сохраняет ее очертания. Деталь, полученную таким образом, называют отливкой. При помощи литья изготовляют отливки из чугуна, стали, алюминия, бронзы, латуни и других металлов и сплавов.
В промышленности применяют следующие методы литья: в землю, в кокиль, под давлением, центробежное, по выплавляемым моделям (точное литье), в оболочковые формы (корковое литье) и литье выжиманием.
Литье в землю. Основным достоинством литья в землю являются относительно незначительные затраты на оснастку. Этот способ используется для изготовления отливок в единичном производстве. К недостаткам его следует отнести большую трудоемкость формовки, невысокую точность размеров отливок, большие припуски для последующей механической обработки и грубую чистоту поверхностей. Процесс получения отливок состоит из следующих операций:
изготовления моделей и стержневых ящиков;
изготовления литейных форм по моделям (если отливки сложные или больших размеров, земляные формы сушат при температуре 300-400° С, отливки небольших средних размеров получают в сырых формах);
изготовления стержней и их сушки;
расплавления металла и заливки форм жидким металлом;
выбивки и очистки отливок.
Модель (рис. 48) изготовляют из дерева или из металла. Размеры модели несколько больше размеров детали. Это вызывается усадкой металла, т. е. уменьшением его размеров при остывании. Усадка составляет от 0,3 до 3,9%.
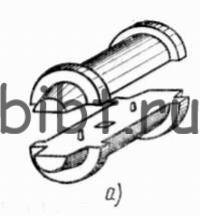
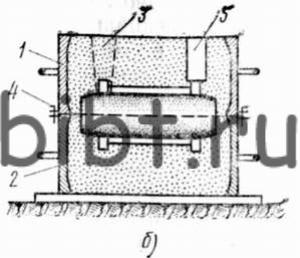
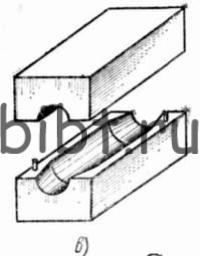


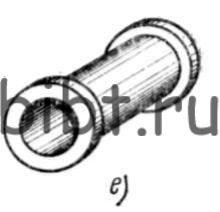
Рис. 48. Модельный комплект, отливка и деталь:
а - модель, б - форма: 1, 2 - опоки, 3 - литник, 4 - штырь, 5 - выпор; в - стержневой ящик, г - стержень, д - отливка, е - деталь
Например, стали дают усадку 1,4-2%, алюминиевые и магниевые сплавы -0,3-1,2%, чугуны -0,9-1,3%.
Расплавленный металл заливают как в сырые, так и в предварительно высушенные формы. Металл для литья расплавляют в специальных печах. Чугун плавят в вагранках - печах, которые напоминают по устройству маленькую доменную печь; углеродистые стали - в малых бессемеровских конверторах, а легированные стали - в дуговых и индукционных электрических печах. Алюминиевые и цинковые сплавы плавят также в электропечах. Металл нагревают несколько выше температуры плавления, чтобы улучшить его текучесть и обеспечить хорошее заполнение формы. Например, температура заливки чугуна 1250-1300° С, тогда как температура его плавления 1100° С.
Жидкий металл заливают в формы через литники (каналы) непрерывной струей. Воздух и газы, образующиеся от соприкосновения формы с расплавленным металлом, уходят через выпоры * и отверстия, сделанные в форме. Форму наполняют до тех пор, пока металл не покажется в выпорах и прибылях **. Это делается для того, чтобы в отливках не получились усадочные раковины.
* Выпор - вертикальный канал, соединяющий самую высокую точку полости формы с верхней поверхностью опоки (опока - ящик без дна и верха для изготовления литейной формы). Выпор служит для отвода из формы газов и контроля заполнения формы металлом.
** Прибыль - элемент литниковой системы, предназначенный для питания металлом отливки в процессе ее затвердевания.
Сплошные отливки без полостей получают заливкой жидкого металла в рабочую полость формы, в которой нет стержня. Для получения пустотелой отливки в рабочую полость формы помещают стержень, который препятствует сплошному ее заполнению жидким металлом. В том месте, где находится стержень, в отливке образуется полость, соответствующая размерам и очертаниям стержня.
После затвердевания и полного охлаждения металла отливки выбивают из форм, а стержни - из отливок. Выбивку выполняют вручную или при помощи механических вибраторов и выбивных решеток.
Литники и выпоры после выбивки отливок из формы обрубают зубилом или обрезают пилами. Отливки очищают от пригоревшей земли пескоструйными аппаратами.