
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава V ДОПУСКИ И ПОСАДКИ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ
Готовые детали, которые можно использовать без дополнительной обработки (пригонки) при сборке узла или машины, а также для замены изношенных деталей, называют взаимозаменяемыми, а сам процесс замены одних деталей другими без пригонки называется взаимозаменяемостью.
Изготовление деталей точно по размерам, указанным в чертежах, невозможно по различным производственным причинам. Полученные действительные размеры после обработки отличаются от проставленных размеров на чертеже на определенную (допускаемую) величину, называемую отклонением.
Заданный на чертеже размер детали называют номинальным. Размеры, между которыми может колебаться действительный размер детали, называют предельными. Предельное отклонение в сторону увеличения от номинального размера называется верхним отклонением (обозначается знаком плюс +), а в сторону уменьшения- нижним отклонением (обозначается знаком минус -). Разность между наибольшим и наименьшим предельными размерами называют допуском (рис. 64, а).
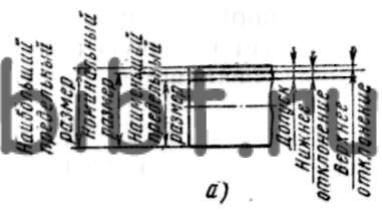

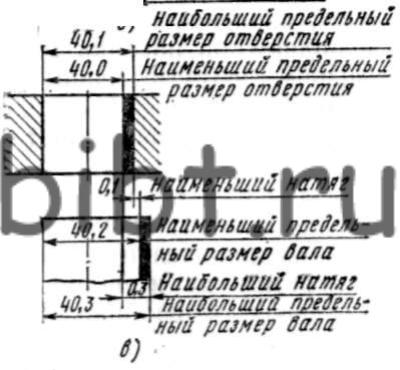

Рис. 64. Обозначение допусков и посадок на чертежах
Действительное отклонение - это разность между действительным и номинальным размерами.
Действительным называют фактический размер, полученный непосредственным измерением после обработки детали.
Обозначаются допуски так: 30+0,1-0,1 мм, где 30 -номинальный размер детали, +0,1 мм - верхнее отклонение и -0,1 мм - нижнее отклонение. Допуск здесь равен 0,2 мм. Один и тот же допуск при разных размерах характеризует разную степень точности.