
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. СБОРКА ШЛИЦЕВЫХ СОЕДИНЕНИЙ.
Шлицевые соединения образуются выступами и впадинами вала и ступицами по всей окружности сопряжения, направленными вдоль оси. Они предназначены для передачи больших крутящих моментов.
По сравнению со шпоночными такие соединения имеют следующие преимущества:
1. При шлицевом соединении достигается более точное центрирование детали по валу.
2. Вал почти не ослаблен, особенно при большом количестве шлицев, когда впадины можно сделать неглубокими.
3. При сборке шлицевых соединений не требуется никаких слесарно-пригоночных операций, так как после механической обработки деталей таких соединений получается полная их взаимозаменяемость (ГОСТ 2.409-68).
На рис. 81, а, б, в показаны прямобочные, эвольвентные и треугольные профили шлицев. Самый распространенный профиль шлицев - прямобочный, но за последнее время стали применять шлицы с эвольвентным профилем, обеспечивающим лучшее центрирование деталей, чем прямобочный. Треугольные шлицы используют только при небольших нагрузках и на валах небольшого диаметра.
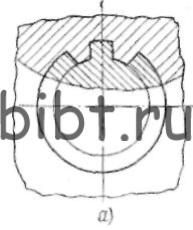

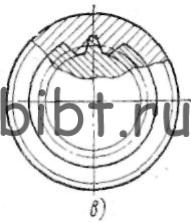
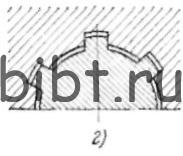
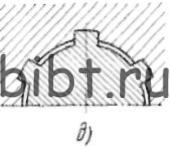
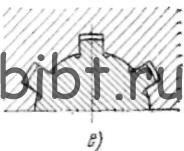
Рис. 81. Шлицевое соединение:
а - прямобочное, б - эвольвентное, в - треугольное, г - соединение, центрированное по боковым сторонам, д - соединение, центрированное по наружному диаметру, е - соединение, центрированное по внутреннему диаметру
Шлицевые соединения, имеющие скользящую, ходовую или легкоходовую посадки, собирают вручную без пригонки. Шлицевые соединения различают по способу центрирования втулки относительно вала.
Существуют три способа центрирования вала:
по боковым сторонам шлицев (рис. 81, г);
по наружному диаметру (рис. 81, д) ;
по внутреннему диаметру (рис. 81, е).
Когда точность центрирования не имеет большого значения и в то же время необходимо обеспечить достаточную прочность соединения, применяют центрирование по боковым сторонам шлицев (карданное сочленение в автомобилях).
Когда в механизмах необходимо получить кинематическую точность (станки, автомобили и др.), применяют центрирование по одному из диаметров.
Центрирование по наружному диаметру, как более экономичное, применяют для термически необработанных охватывающих деталей, а также для таких деталей, у которых твердость после термической обработки допускает калибрование протяжкой.
Если твердость охватывающей детали не позволяет выполнять калибрование, то применяют центрирование по внутреннему диаметру.
Неподвижные соединения, имеющие глухую и тугую посадки, собирают в специальных приспособлениях или же с подогревом детали перед напрессовкой.
Подвижные шлицевые соединения после сборки проверяют на качку, неподвижные - на биение.