
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
Неподвижное соединение двух деталей запрессовкой одной детали в другую, обеспечивающее прочное соединение без дополнительного крепления, называется соединением с гарантированным натягом.
В сборочных цехах детали запрессовывают на ручных, гидравлических и пневматических прессах.
Запрессовку следует выполнять сначала медленно и с небольшим усилием, а в конце запрессовки нужно резко нажать на деталь, чтобы она плотнее села на место. При этом необходимо следить за тем, чтобы не было перекоса.
Для запрессовки крупных деталей применяют различные горизонтальные и вертикальные прессы с гидравлическим и пневматическим приводами (рис. 88, б).
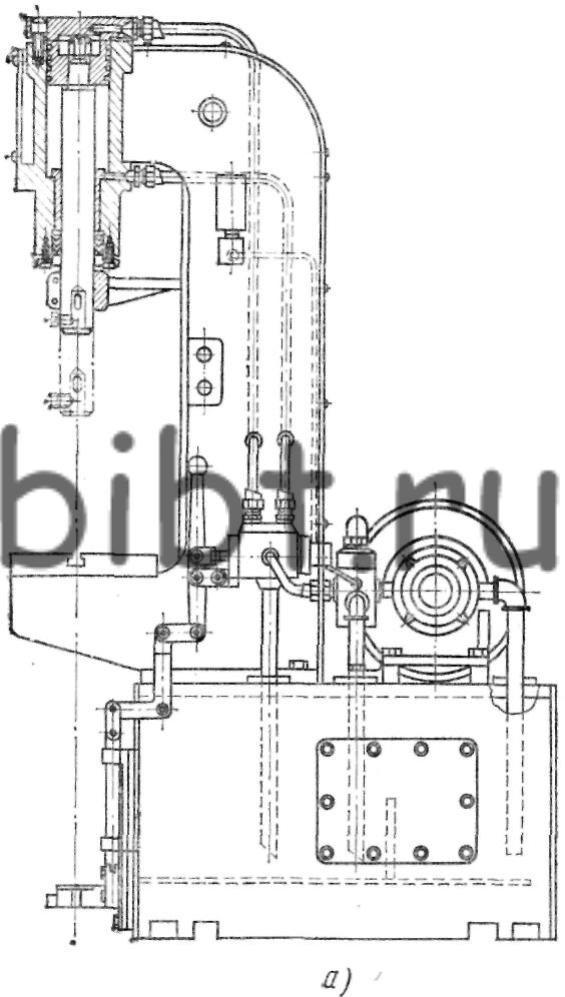
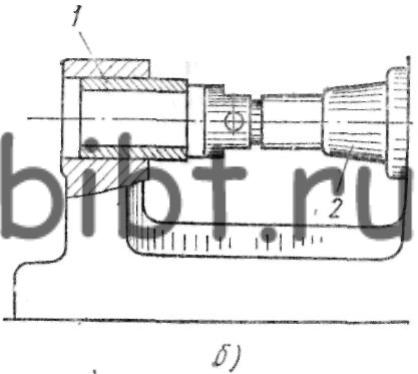
Рис. 88. Оборудование для запрессовки деталей:
а - гидравлический пресс усилием 7Т; б - винтовой домкрат: 1 - запрессованная деталь, 2 - домкрат
В труднодоступных местах небольшие детали запрессовывают в тяжелые крупные корпуса при помощи ручных винтовых домкратов (см. рис. 88, а) и других винтовых приспособлений, которые требуют сравнительно небольших усилий со стороны рабочего и обеспечивают плавность и надежность запрессовки.
Процесс соединения деталей с помощью нагрева охватывающей детали или охлаждения охватываемой основан на том, что при нагревании охватывающая деталь расширяется, в то время как охватываемая при охлаждении сжимается, что облегчает посадку одной детали в другую.
В соединениях, выполняемых по этому способу, создаются натяги в два раза больше, чем в обычных прессовых соединениях, а прочность повышается примерно в три раза. Происходит это потому, что в данном случае неровности сопрягаемых поверхностей не сглаживаются, а как бы сцепляются друг с другом, увеличивая прочность соединения.
Детали нагревают в нагревательных установках в масле в печах, током высокой частоты, газовыми горелками, в горнах и другими методами. Из применяемых способов наибольшее распространение получил нагрев деталей в масле. Это объясняется простотой нагревательных установок. Кроме того, масло не требуется удалять с поверхности нагретых деталей, так как оно улучшает запрессовку.
Температура нагрева деталей, так же как и величина натяга, задается техническими условиями на сборку соединения. Когда охватывающая деталь имеет очень большие размеры и нагревать ее нецелесообразно, охлаждают охватываемую деталь.
Обычно запрессовка способом охлаждения охватываемой детали применяется для небольших тонкостенных деталей. Для охлаждения применяют жидкий воздух, кислород или азот, дающие разность температур 190-196° С, а также твердую углекислоту (сухой лед), дающую разность температур 75-80°С.
Контрольные вопросы
1. Какие способы неразъемного соединения применяют при сборке изделий?
2. Каковы методы контроля неразъемных соединений при сборке герметических сосудов?
3. Как выполняется соединение деталей с гарантированным натягом?