
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Продольно-фрезерные станки с ЧПУ. Механизированный зажим инструмента в шпинделе.
Продольно-фрезерные станки с ЧПУ изготовляют с базовой шириной стола 400-5000 мм: одностоечные с горизонтальной или вертикальной ползунковой бабкой на неподвижной или подвижной поперечине (рис. 83, а), двухстоечные с неподвижной или подвижной поперечиной (рис. 83, б) с различным числом бабок и др. Бабки оснащают комплектом быстросменных или автоматически сменяемых навесных головок, что позволяет без перезакрепления проводить комплексную фрезерно-сверлильно-расточную обработку.
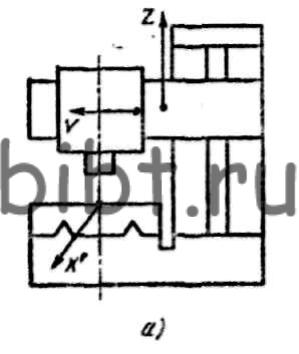
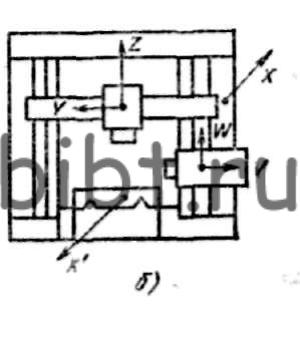
Рис. 83. Компоновки продольно-фрезерных станков с ЧПУ
В группе фрезерных станков применяют самые различные системы ЧПУ: контурные (незамкнутые и замкнутые); комбинированные, позволяющие производить как контурную обработку, так и позиционирование; реже прямоугольные для обработки простых контуров. Число управляемых координат, как правило, 3, из них одновременно управляемых 2, а в станках, имеющих поворотные фрезерные головки и поворотные столы, их может быть 4 или 5. Дискретность задания перемещении 0,001; 0,01 мм. Станки без автоматической смены инструмента и заготовок с неповоротным столом оснащаются устройствами ЧПУ типа 2Р32, станки с поворотным столом и более высоким уровнем автоматизации - устройствами ЧПУ типа 2У32 и 2С85.
Инструмент крепят в шпинделе фрезерного станка с ЧПУ с помощью патронов и оправок, позволяющих точно устанавливать вылет инструмента. Во многих одношпиндельных станках применяют механизированный зажим инструмента (рис. 84). Если инструмент 8 разжат, масло поступает в гидроцилиндр 4, тарельчатые пружины 1 сжаты. Для установки инструмента шомпол 3 имеет на конце замок, который заводят в паз оправки 6, поворачивая ее затем на 90°. При нажатии кнопки на пульте управления масло перестает поступать в гидроцилиндр 4, пружины 1 расходятся и через гайку 2 и шомпол 3 затягивают оправку с инструментом в шпиндель 5. Конус 50 оправки и соответственно отверстия шпинделя не передает крутящий момент, для этой цели служат сухари 7, входящие в пазы шпинделя 5 и оправки 6.
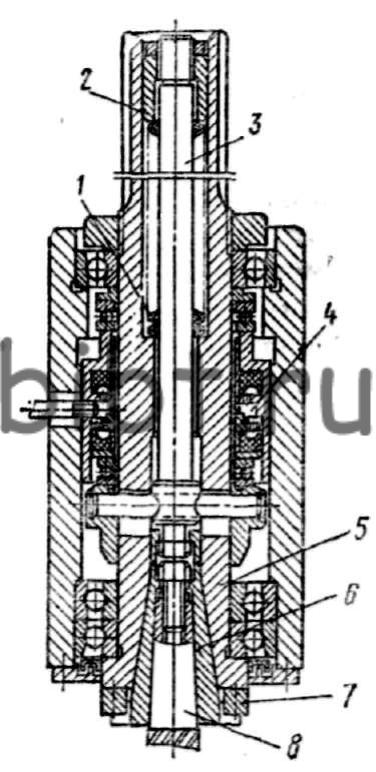
Рис. 84. Механизированный зажим инструмента в шпинделе фрезерного станка с ЧПУ