
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА 14. МНОГОЦЕЛЕВЫЕ СТАНКИ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О МНОГОЦЕЛЕВЫХ СТАНКАХ.
Многоцелевым станком называется станок с ЧПУ, обеспечивающий комплексную обработку сложных деталей с разных сторон без их перебазирования и, как правило, имеющий автоматическую смену инструмента. Эти станки выпускают для обработки корпусных заготовок и типа тел вращения. Рассмотрим многоцелевые станки для обработки корпусных заготовок. На них можно сверлить, зенкеровать, развертывать, растачивать, нарезать резьбу, фрезеровать плоские поверхности и контуры.
Производительность многоцелевых станков в 3-8 раз выше, чем универсальных станков. Это происходит за счет резкого сокращения вспомогательного времени и тем самым увеличения доли машинного времени до 60-75 % в общем цикле обработки.
Вспомогательное время уменьшается благодаря автоматической смене инструмента, высокой скорости позиционирования рабочих органов станка на вспомогательных ходах (до 15 м/мин), сокращению времени пуска-останова и реверсирования при применении высокомоментных малоинерционных двигателей постоянного тока, наладке инструмента на размер вне станка, исключению контрольных операций и т. д. В современных станках время переналадки еще более уменьшается вследствие применения сменных инструментальных магазинов с заранее налаженным на размер режущим инструментом.
Для сокращения времени загрузки заготовок и съема готовых деталей используются устройства для автоматической смены приспособлений - спутников, маятниковые столы, несколько поворотных столов, работающих поочередно, и др.
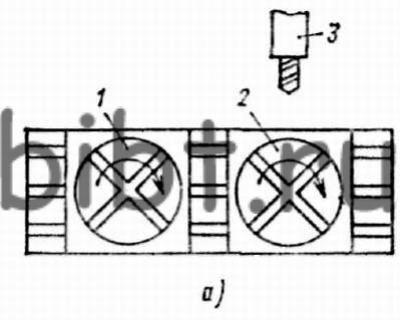
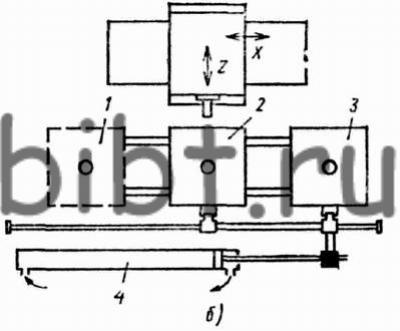
Рис. 93. Схемы смены обрабатываемых деталей
Прямоугольный стол станка со сдвоенными поворотными столами 1 и 2 показан на рис. 93, а. Разгрузку-загрузку стола 1 выполняют во время обработки заготовки на столе 2 шпинделем 3. Иногда один из столов имеет механизм периодического поворота, предназначенный для последовательной обработки деталей с нескольких сторон, а второй может поворачиваться непрерывно для обработки цилиндрических и сложных криволинейных поверхностей. Схема автоматизации загрузки заготовок с применением сдвигающихся столов-спутников показана на рис. 93, б. В период обработки заготовки спутник находится на рабочей позиции 2, вторую заготовку устанавливают на позицию 1. Когда обработка закончится, спутник с позиции 2 автоматически передвинется гидроцилиндром 4 в позицию 3 разгрузки, а на его место поступит спутник с позиции 1. И такое «маятниковое» движение спутников будет повторяться.
Машинное время обработки снижается за счет интенсификации и оптимизации режимов резания, применения современных высокопроизводительных режущих инструментов, увеличения мощности главного привода и диапазона частот вращения шпинделя, повышения жесткости и виброустойчивости станков.
Компоновка многоцелевых станков. Различают станки вертикальной и горизонтальной компоновки.
Вертикальные многоцелевые станки (см. рис. 96, 102) предназначены для обработки крупных заготовок или заготовок, обрабатываемых с одной стороны. При использовании многопозиционных и поворотных приспособлений можно вести обработку заготовок с нескольких сторон. Этому способствуют и автоматически сменяемые головки с различным расположением шпинделей. Станки выполняют по типу вертикальных консольно и бесконсольно-фрезерных и продольно-фрезерных станков; одностоечных и двухстоечных координатно-расточных станков. В этой группе чаще всего используют крестовый стол, а вертикально перемещается шпиндельная бабка. Вертикальную компоновку имеют станки 243ВМФ2, 6560МФ3, 2254ВМФ4 и др.
Горизонтальные многоцелевые станки (см. рис. 106, 109, 111) предназначены для обработки заготовок с двух-четырех, а иногда и пяти сторон, в последнем случае шпиндельные головки имеют поворот вокруг вертикальной и горизонтальной оси. Станки изготовляют по типу горизонтальных консольно-фрезерных и горизонтально-расточных. Наиболее распространены станки, имеющие крестовый поворотный стол и вертикально перемещающуюся шпиндельную бабку. Применяют компоновки с неподвижной стойкой и крестовым столом, перемещающимся в двух взаимно перпендикулярных направлениях; с продольно-подвижной стойкой и столом, имеющим поперечное перемещение; с поперечно-подвижной стойкой и продольно-подвижным столом и др. Горизонтальную компоновку имеют станки 6305Ф4, 6904ВФ4, ИР500МФ4 и др.
Токарно-сверлильные, токарно-сверлильно-фрезерные многоцелевые станки близки по компоновке к токарным станкам и имеют главное движение - вращение заготовки. Широко применяют при проектировании многоцелевых станков принцип агрегатирования.
Точностные характеристики станков обеспечивают предварительную и финишную обработку. Станки выпускают классов точности П и В.
Системы ЧПУ многоцелевых станков, работающие с многоцелевыми станками, имеют ряд особенностей: большой объем программы, большое число управляемых по программе координат (до 7-8), обеспечение высокой точности перемещений рабочих органов (у большинства многоцелевых станков точность позиционирования в пределах 0,005-0,01 мм), широкий диапазон регулирования скоростей приводов главного движения и подач, возможность работы станка в различных режимах, высокие требования к надежности. Системы должны работать как в автономном режиме, так и от ЭВМ верхнего уровня.
Системы обеспечивают направление и величину рабочих перемещений, выдают команды на выполнение вспомогательных функций: автоматический поиск инструмента и его смену после обработки, установку шпинделя в определенное положение при смене инструмента, изменение режимов обработки, включение и отключение системы СОЖ в зону обработки, реверс шпинделя при выполнении резьбонарезных операций, фиксацию механизмов после их позиционирования, осуществление автоматических циклов обработки; включение, выключение и индексирование поворотных столов и т. д. Станки работают совместно с позиционными, контурными и чаще всего универсальными системами ЧПУ, как правило, замкнутыми с датчиками обратной связи. Наиболее совершенны для многоцелевых станков системы типа CNC, построенные по принципу ЭВМ, которые наиболее полно отражают перечисленные выше требования.