
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематика многоцелевого станка 2204ВМФ2 с ЧПУ. Механизм смены инструмента.
Кинематика станка. Главное движение станка 2204ВМФ2. Шпиндель IV (рис. 107, а) получает вращение от электродвигателя постоянного тока M1 (N = 6,3 кВт; n=1000 мин-1) через ременную передачу, коническую пару z=35-35 и блок Б1, обеспечивающий получение двух диапазонов частот вращения. Переключение блока Б1 осуществляется электродвигателем М2 типа РД-09 (N = 10 Вт, n= 1200 мин-1) со встроенным редуктором через передачу z=18-50 и систему рычагов. Положение блока контролирует микропереключатель.
Инструмент затягивается в конус шпинделя пакетом тарельчатых пружин через шток. Отжим инструмента для его замены происходит от отдельного асинхронного электродвигателя (на рис. 107 не показан) через систему зубчатых колес. Контроль отжима инструмента производится микропереключателями.
Приводы подач 2204ВМФ2 продольного и поперечного перемещения стола и его поворота, а также вертикального перемещения шпиндельной головки конструктивно выполнены одинаково. От электродвигателей постоянного тока М3, М4, М5 с тиристорным управлением (N = 900 Вт, n=2200 мин-1) через двух- или трехступенчатый прямозубый редуктор движение передается соответственно транспортным винтам продольного XII перемещения салазок, поперечного XV перемещения стола, вертикального XXX перемещения головки и шлицевому валу XXII поворота стола.
Увеличить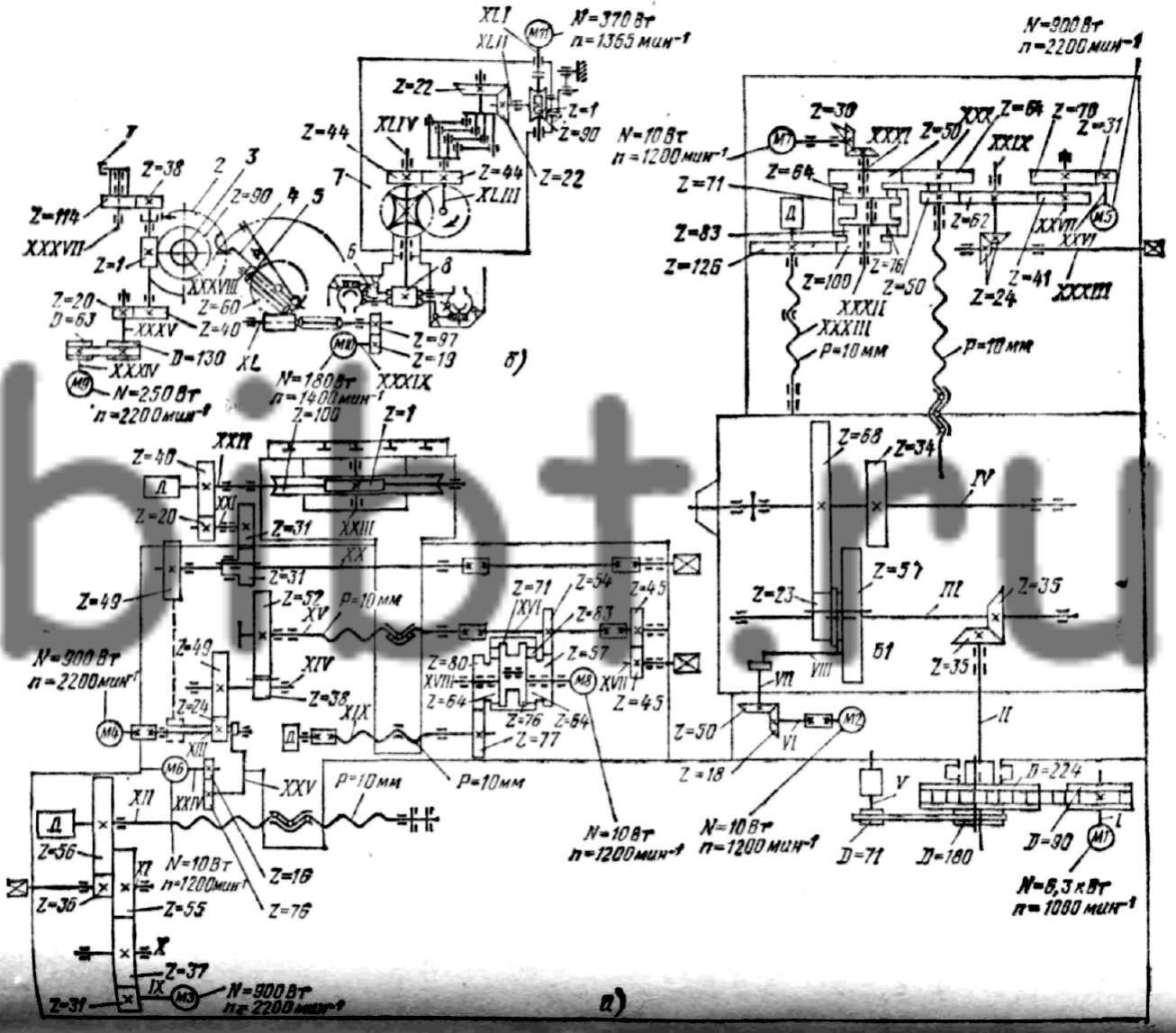
Рта. 107. Кинематическая схема многоцелевого станка 2204ВМФ2 с ЧПУ
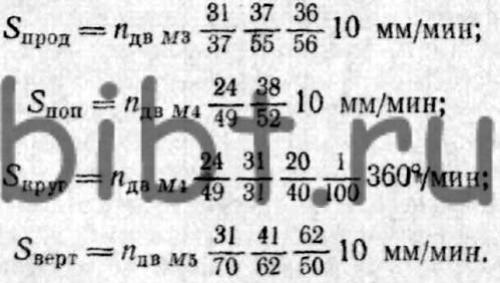
Уравнения кинематического баланса для цепи продольных, поперечных, круговых и вертикальных подач:
Колесо z = 24 на валу XIII передает движение или на поперечную подачу стола или на его поворот. Перемещение колеса z = 24 производится двигателем М6 типа РД-09 (N = 10 Вт, n = 1200 мин-1) со встроенным редуктором, а контролируется положение колеса z = 24 микропереключателями.
Стол, салазки и шпиндельная головка, горизонтального фрезерно-сверлильно-расточного станка 2204ВМФ2, перемещаются по замкнутым направляющим качения с предварительным натягом. Ручное перемещение подвижных органов осуществляют через квадраты на соответствующих валах. Зажим поступательно перемещающихся рабочих органов осуществляется путем торможения транспортных винтов. На каждом ходовом винте (на рис. 108 не показан) закреплен стальной диск 5, проходящий между прижимными пластинами 3 и 4 механизма зажима. Зажим осуществляется тарельчатыми пружинами 6 через тягу 2, пластины 3 и 4. При отжиме эксцентриковый вал 8, приводимый во вращение электродвигателем 1, отжимает пакет тарельчатых пружин. Микропереключатели, контролирующие зажим и отжим, включаются кулачком 7 через рычаг.
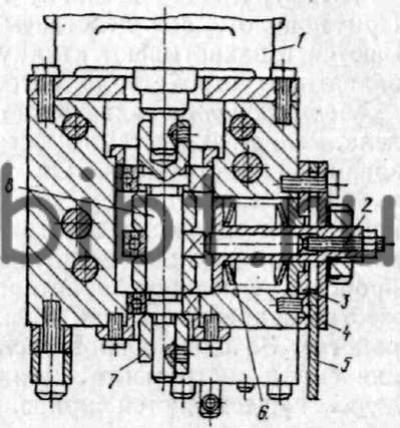
Рис. 108. Устройство для зажима винтов подачи станка 2204ВМФ2
Отсчетная система (см. рис. 107). Отсчет продольного перемещения салазок производится фотоимпульсным датчиком D, установленным на ходовом винте XII. Для отсчета угловых перемещений поворотного стола применен круговой электроиндуктивный датчик и фотоимпульсный датчик D.
Система точного отсчета поперечных перемещений стола и вертикальных перемещений шпиндельной головки -электроиндуктивная, аналогичная рассмотренной для станка 243ВМФ2. Отсчетные винты XIX и XXXIII индуктивных датчиков связаны с транспортными винтами XV и XXX через зубчатые пары и дифференциальный механизм.
Сигнал рассогласования от индуктивных датчиков поступает в блок управления приводов слежения, который посредством электродвигателей М7 и М8 типа РД-09 (N = 10 Вт; n= 1200 мин-1) через дифференциалы производят доворот отсчетных винтов XIX и XXXIII в сторону уменьшения сигнала рассогласования. На отсчетных винтах жестко закреплены фотоимпульсные датчики; имеются коррекционные датчики и коррекционные линейки.
Механизм смены инструмента станка 2204ВМФ2 состоит (рис. 107, б) из магазина 2, автооператора 7 и перегружателя 4. Цикл смены инструмента составляет всего 4 с, значительная часть времени смены инструмента совмещена с машинным временем.
Магазин закреплен на специальной стойке и представляет собой барабан с 30 гнездами для инструмента. Инструмент устанавливается в открытый паз диска и фиксируется от выпадения круговой направляющей и направляющей планкой. Магазин получает вращение от электродвигателя постоянного тока М9 (N = 250 Вт, n= 2200 мин-1) через клиноременную передачу, передачи z = 20-40, z = 1-90. Червячное колесо смонтировано на одном валу XXXVIII с магазином и кодовым датчиком 3. Тормозная муфта предохраняет барабан от поворота. Кодовый датчик 3 и бесконтактный датчик 1 представляют собой отсчетную систему поиска инструментов и точного останова барабана в позиции смены. При получении команды на смену инструмента магазин быстро вращается, при входе в зону искомого инструмента вращение замедляется. После точного останова магазина начинает работать перегружатель.
Перегружатель 4 получает вращение от двигателя М10 (N = = 180 Вт, n = 1400 мин-1) через передачи z = 19-97, z = 1-60. При повороте под действием тарельчатых пружин 5 клещи сжимаются и захватывают втулку с инструментом, перенося ее в двух-захватное устройство 6 автооператора 7.
Автооператор 2204ВМФ2 захватывает инструмент в перегружателе и шпинделе, меняет их местами и вставляет в клещи перегружателя использованный инструмент. От электродвигателя М11 (N = 370 Вт, n = 1365 мин-1) через передачи z = 1-90, z = 22-22 вращение передается на распределительный вал XLIII, на котором жестко закреплено водило мальтийского креста. При вращении креста происходит поворот захватного устройства на 180°. На валу XLIV жестко закреплен кулак 8 фиксации инструмента в захватном устройстве. За один оборот распределительного вала происходит полная смена инструмента. Движение автооператора вдоль оси шпинделя осуществляется кривошипно-шатунным механизмом.