
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. ПЛОСКОПРОФИЛЕШЛИФОВАЛЬНЫЙ СТАНОК ЗЕ711ВФ3-1 С ЧПУ ПРОФИЛИРОВАНИЯ КРУГА. Техническая характеристика. Кинематическая схема.
Станок 3Е711ВФ3-1 предназначен для обработки заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга в единичном и мелкосерийном производстве. Класс точности станка В. Достигаемая точность обработанной поверхности: отклонения от плоскостности и параллельности 4 мкм; шероховатость Rа = 0,16 мкм. Отклонение от взаимной перпендикулярности поверхностей 0,002 мм.
Правка шлифовального круга производится автоматически от устройства ЧПУ. Автоматический переход с обдирочного на чистовое шлифование обеспечивается датчиками.
Техническая характеристика плоскопрофилешлифовального станка ЗЕ711ВФ3-1 с ЧПУ. Размеры рабочей поверхности стола 400x200 мм; наибольшая скорость резания 35 м/с; скорость продольного перемещения стола 2-35 м/мин; скорость вертикального перемещения (бесступенчатое регулирование) 0,015- 1,5 м/мин; автоматическая вертикальная подача 0,002-0,1 мм, ступенчатая в диапазоне 0-0,018 мм через 0,002 мм, в диапазоне 0- 0,1 мм через 0,02 мм; автоматическая поперечная подача (бесступенчатое регулирование) 0,5-20 мм/ход; скорость ускоренного перемещения (бесступенчатое регулирование) 0,0016-0,1 м/мин; габаритные размеры станка 3030X2360x2080 мм.
Основные механизмы и движения в станке ЗЕ711ВФ3-1 аналогичны базовому станку 3Е711В и здесь не рассматриваются.
Механизм правки 1 с ЧПУ (рис. 132) установлен в станке 3Е711ВФ3-1 на шлифовальной головке 3. Правка шлифовального круга производится резцом с алмазной вставкой 2 по профилю, соответствующему профилю обрабатываемой заготовки. Для этого от устройства ЧПУ резцу сообщаются перемещения по координатам X в продольном и Z в поперечном направлениях. Державка алмаза имеет поворот вокруг оси Y (координата В) в пределах ±30°. Ориентировочные режимы при предварительной правке: глубина t = 0,02 мм, контурная скорость vк = 60 мм/мин; при окончательной правке t=0,005 мм; vк = 40 м/мин.
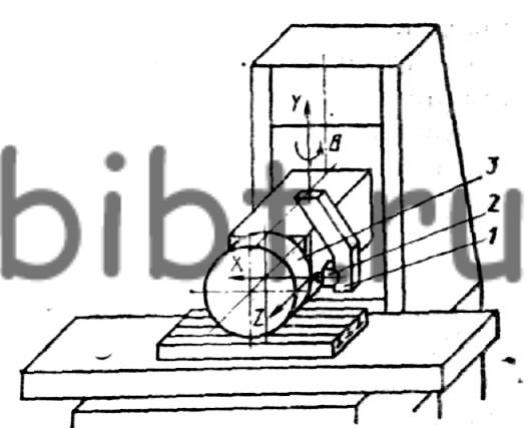
Рис. 132. Механизм правки станка 3Е711ВФ3-1
Техническая характеристика механизма правки с ЧПУ. Скорость рабочей подачи по координатам X и Z 0,24-300 мм/мин; скорость установочного перемещения по координатам X и Z 600 мм/мин; скорость рабочей подачи по координате В 4,95-6000 град/мин; скорость установочного перемещения по координате В 12 000 град/мин; дискретность перемещений по X и Z 0,00125 мм/мин; по В 0,025 град/имп.
Устройство ЧПУ типа Н33-1М. Число управляемых координат/ из них одновременно управляемых 3/3; программоноситель - восьмидорожковая перфолента.
Привод подач станка 3Е711ВФ3-1 (рис. 133) осуществляется по координатам Z и X соответственно от шаговых двигателей М2 и М3 типа ШД-5Д1М через червячные редукторы и пары винт - гайки качения VI и II с шагом Р = 5 мм. Поворот вокруг оси Y происходит от шагового двигателя M1 типа ШД5-Д1М через червячный редуктор z = 1-60. Подвижные продольные и поперечные салазки монтируются на роликах с предварительным натягом. В парах винт-гайка качения зазор выбирают поворотом двух гаек.
Увеличить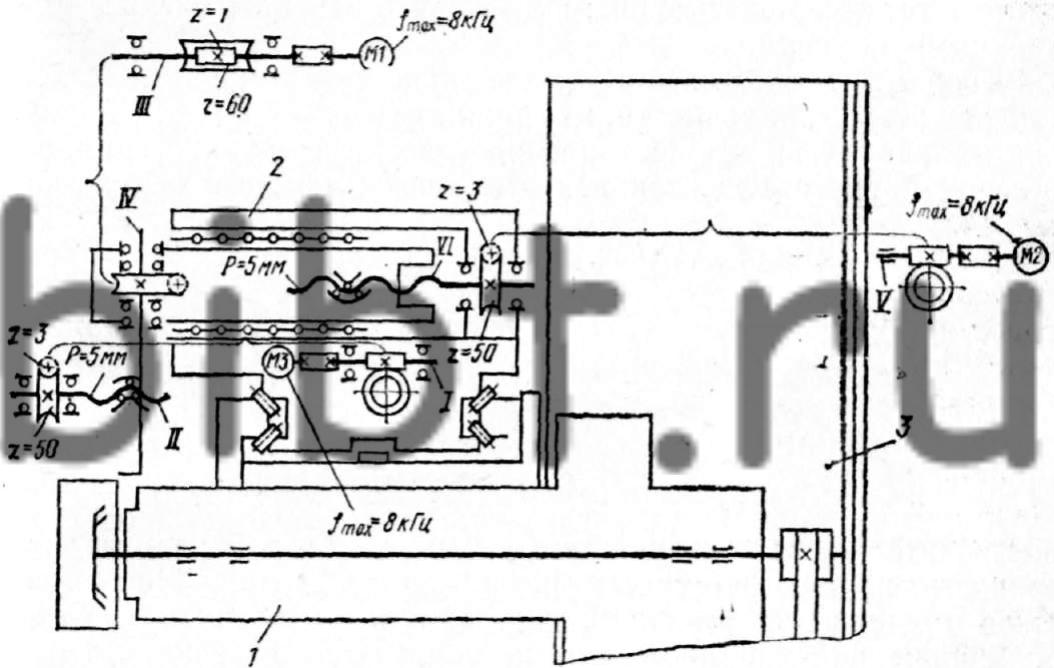
Рис. 133. Кинематическая схема плоскопрофилешлифовального станка 3Е711ВФ3-1 с ЧПУ профилирования круга
На станке имеется устройство для ориентировочного контроля правки. Для этого в механизм правки закрепляют графитовый карандаш, и он должен описать запрограммированный профиль на бумаге.