
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. РЕЗЬБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ 5Б63. Техническая характеристика.
Станок 5Б63 предназначен для фрезерования коротких наружных и внутренних резьб гребенчатыми фрезами в условиях крупносерийного и массового производства.
Техническая характеристика резьбофрезерного полуавтомата 5Б63. Наибольший диаметр заготовки, устанавливаемой над станиной, 450 мм, наибольшее расстояние между торцами шпинделей 400 мм; максимальный наружный диаметр фрезеруемой резьбы 80 мм; пределы частот вращения шпинделя фрезерной головки 160-2500 об/мин; пределы частот вращения шпинделя детали 0,315-16 об/мин.
Основные механизмы и движения в станке 5Б63. Фреза, установленная в шпинделе XXI (рис. 135) фрезерной головки B, получает главное вращательное движение. Каретка фрезерной головки перемещается по горизонтальным направляющим станины А. Заготовке, закрепленной в патроне бабки Б заготовки, сообщается круговая подача. Фрезерная головка имеет поперечную подачу к заготовке для врезания. Схема обработки на станке соответствует рис. 134, б, в.
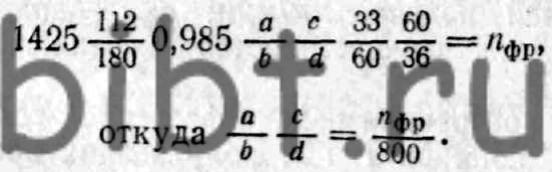
Кинематика станка. Главное движение резьбового полуавтомата 5Б63 сообщается шпинделю фрезы от электродвигателя М2 (N = 3 кВт, n=1425 мин-1) через клиноременную передачу, гитару сменных колес a-b, с-d, передачи z = 33-60-36. Набор сменных колес позволяет получить 13 частот вращения шпинделя со знаменателем геометрической прогрессии φ = 1,26. Набор колес для а, b: 26, 30, 39, 48, 52, для с, d: 22, 26, 30, 48, 52, 56.
Увеличить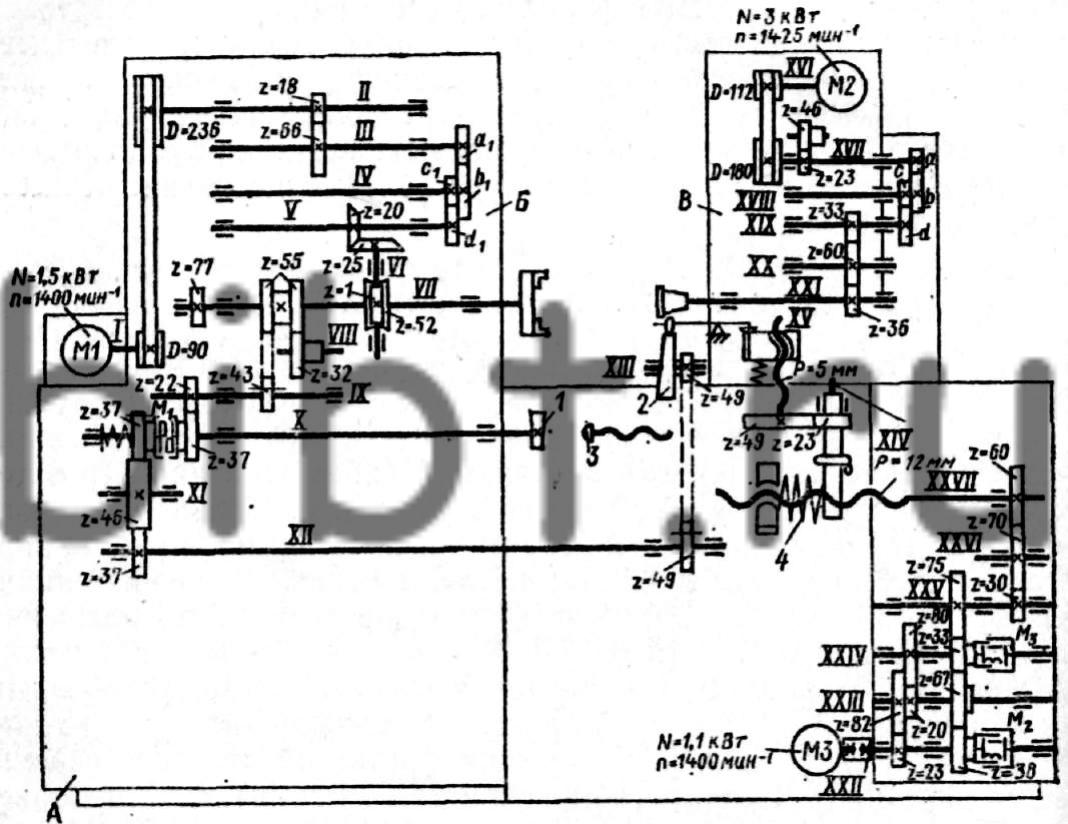
Рис. 135. Кинематическая схема резьбового полуавтомата 5Б63
Уравнение кинематического баланса цепи вращения фрезы
Колесо z = 23 на валу XVII приводит в действие насос смазки.
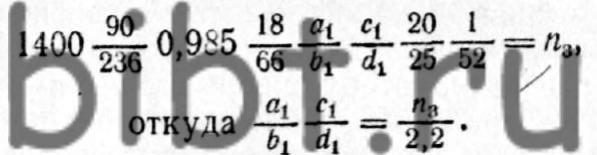
Движения подачи полуавтомата 5Б63. Круговая подача заготовки осуществляется от электродвигателя M1 (N = 1,5 кВт, n=1400 мин-1) через клиноременную передачу, зубчатую пару z = 18-66, гитару сменных колес а1-b1, с1-d1 и передачи z=20-25, z=1-52.
Комплект сменных колес обеспечивает 18 ступеней частот вращения заготовки со знаменателем геометрической прогрессии φ= 1,26. Набор колес a1, b1: 25, 29, 34, 38, 43, 44, 49, 53, 58, 62; с1, d1 - 23, 65 (колеса парносменные).
Уравнение кинематического баланса круговой подачи заготовки
Частоту вращения заготовки
можно определить по формуле 
где Sм - минутная подача, мм/мин; dфр - диаметр фрезы, мм.
Реверс шпинделя осуществляется переключением вращения электродвигателя.
Продольная и поперечная подачи фрезерной головки происходят соответственно от копиров 1 и 2, получающих вращение от шпинделя заготовки. Составим уравнение кинематического баланса

Полный оборот заготовки затрачивается на формирование полного профиля резьбы, а 0,31 оборота на врезание фрезы в заготовку. Таким образом, за один оборот копиров заготовка совершит 1,31 оборота.
Продольный копир 1 - сменный. Плавающая гайка винта XXVII связана с кареткой фрезерной головки через пружину 4, которая прижимает каретку к копиру 1, при этом обеспечивается перемещение каретки на шаг нарезаемой резьбы при неподвижном винте XXVII. Вал X копира 1 отключается от приводной цепи электромагнитом и муфтой М1 при возвращении копира в исходное положение после сделанного им оборота. При реверсе шпинделя VII вал X постоянно вращается в одну и ту же сторону вследствие переключения колеса z=43 на валу IX.
Копир 2 поперечного перемещения для определенного диапазона шагов резьб - сменный открытого типа. Рабочее перемещение каретки на глубину нарезаемой резьбы осуществляется от копира 2 через рычаг, а ее установочное перемещение - от винта XV с шагом Р = 5 мм.
Ускоренно-замедленный
подвод и ускоренный отвод фрезерной головки осуществляются от
электродвигателя M3(N=1,1 кВт, n=1400 мин-1). Быстрое
перемещение ходовой винт XXVII получает при включении
электромагнитной муфты М2. В этом случае уравнение
кинематического баланса 
При подходе копира 1 к
упору 3 включается муфта М3 и выключается муфта М2. Каретка фрезерной головки получает замедленное перемещение со
скоростью 
Цикл работы станка 5Б63 полуавтоматический. Цикл включает быстрое продольное перемещение каретки к заготовке от двигателя М3, медленное ее перемещение от того же двигателя при подходе упора каретки к копиру 1; продольное перемещение каретки от копира 1 на шаг нарезаемой резьбы и одновременное врезание фрезы в заготовку на глубину резьбы от копира 2; нарезание полной глубины резьбы; отвод фрезы копирами от заготовки в поперечном и продольном направлениях, быстрое возвращение каретки в исходное положение; останов станка. Цикл обработки завершается за один оборот копиров 1 и 2. Все автоматические переключения осуществляются от кулачков и конечных выключателей.