
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематическая схема зубодолбежного полуавтомата 5140.
Кинематика станка. Главное движение полуавтомата 5140 (см. рис. 137) осуществляется от двускоростного электродвигателя M1 (N = 3,7 кВт, n = 940/1420 мин-1), через клиноременную передачу, коробку скоростей, ременную передачу с диаметрами шкивов D = 180 мм и D = 365 мм и вал IV привода ползуна (штосселя). На валу IV установлена ползушка 1, несущая камень 2 кулисы 3. При вращении кулиса сообщает штосселю возвратно-поступательное перемещение, величина которого регулируется винтом XV. Штоссель имеет гидростатические направляющие.
Благодаря переключению двигателя M1 в автоматическом цикле при переходе с черновой обработки на чистовую и перемещению двух подвижных блоков Б1 и Б2 долбяк имеет шесть значений 65, 92, 132, 145, 206, 296 дв. ход/мин для черновой обработки и шесть значений 99, 140, 200, 220, 310, 450 дв. ход/мин для чистовой обработки. Минимальное число двойных ходов долбяка определяют из выражения

а число двойных ходов долбяка в минуту по формуле n=1000v/2L,
где v - выбранная скорость резания м/мин; L = b + с - длина хода долбяка, мм; b - ширина заготовки, мм; с - перебег долбяка в обе стороны, мм.
На валу III расположен электромагнитный тормоз.
Увеличить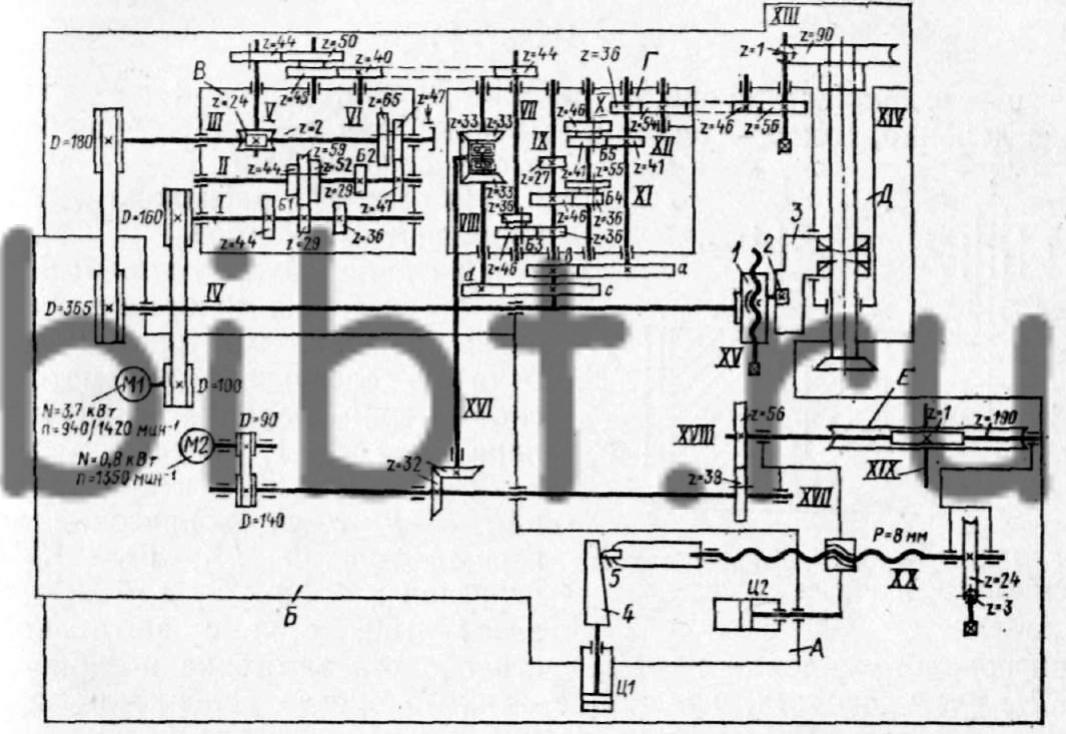
Рис. 137. Кинематическая схема зубодолбежного полуавтомата 5140
Движение обкатывания и деления зубодолбежного полуавтомата 5140 обеспечивает кинематическую связь вращения заготовки и долбяка по следующей кинематической цепи: долбяк, червячная пара z = 90-1, передачи z= 56-46-54-36, гитара деления а-b, с-d, конический реверс с муфтой М1, вал XVI, передачи z=32-32, z = 38-56, z=1-190, стол с заготовкой. При повороте долбяка на 1/lzд часть оборота заготовка повернется на 1/z часть оборота, где zд и z - число зубьев долбяка и нарезаемого колеса. Составим уравнение кинематического баланса

откуда
При подборе колес гитары следует учесть, что а + b = 120, а с=k*2*zд, где k=1,2. Набор сменных колее гитары деления: 24, 30, 30, 32, 36, 38, 40, 40, 44, 45, 46, 48, 50, 51, 52, 54, 55, 56, 57, 58, 59, 60, 60, 61, 62, 64, 65, 66, 67, 68, 70, 70, 71, 72, 73, 74, 75, 76, 78, 79, 80, 80, 82, 83, 84, 85, 86, 88, 89, 90, 90, 91, 92, 94, 96, 97, 98, 100, 100, 101, 102, 103, 104, 106, 107, 108, 109, 112, 113, 114, 115, 116, 118, 120.
Чтобы обе стороны профиля зуба долбяка изнашивались равномерно, что соответственно улучшает точность и качество обрабатываемой поверхности, направление обкатывания следует менять каждые 130-180 мин непрерывной работы долбяка.
Круговая подача полуавтомата 5140 заимствуется от центрального вала IV. Движение передается через ременную передачу с диаметрами шкивов D = = 365 мм и D = 180 мм, червячную пару z = 2-24, зубчатые передачи z = 44-50, z = 45-40-44 (реверс обкатывания), блоки зубчатых колес Б3, Б4, Б5 коробки круговых подач, через передачи z = 36-54-46-56, z = 1-90 на штоссель долбяка. Блоки Б3, Б4, Б5 переключаются в автоматическом цикле гидравлически и обеспечивают восемь значений подач, мм/дв. ход: 0,14; 0,18; 0,22; 0,29; 0,36; 0,45; 0,59; 0,75.
За один двойной ход долбяк должен сиять слой металла, соответствующий величине круговой подачи Sкр, а один двойной ход долбяк совершает за один оборот вала IV, отсюда уравнение кинематического баланса цепи круговых подач

где iк.п - передаточное отношение коробки подач:
Dд - диаметр долбяка.
Радиальная подача станка 5140 происходит следующим образом. После нажатия кнопки «Пуск» заготовка ускоренно перемещается к инструменту до момента контакта с жестким упором. Тем самым дается команда на перемещение штока цилиндра Ц1 радиального врезания, который перемещает клиновую ползушку 4 со скоростью, установленной дросселем (Sрад=0,025-:-0,1 мм/дв. ход). К ползушке 4 через ролик 5 и упор постоянно поджат гидроцилиндром Ц2 стол.
Радиальное врезание будет происходить до тех пор, пока упор не нажмет на путевой выключатель конца врезания; при этом дается команда на переключение двойных ходов и подачи, а также на включение счетчика оборотов. Дальнейшая работа полуавтомата происходит по выбранному циклу работы - однопроходному или многопроходному, что зависит от величины модуля нарезаемого колеса. При однопроходном цикле счетчик сработает после полного оборота заготовки и даст команду на отключение станка.
Для работы при многопроходных циклах нужно установить необходимое число упоров глубины врезания на барабане управления; циклов будет столько, сколько установлено упоров на этом барабане. После закрепления заготовки и пуска станка работа будет происходить так же, как при однопроходном цикле. После одного оборота стола переключится подача. Очередное врезание будет происходить до нажима следующего упора, закрепленного на барабане, на соответствующий путевой переключатель - он даст команду на включение счетчика и отключение радиальной подачи. Счетчик отсчитывает еще один оборот стола, вновь произойдет врезание и т. д. Следовательно, при однопроходном цикле стол сделает один полный оборот (и еще часть оборота на врезание); при двух-проходном цикле -два полных оборота, при трехпроходном -три полных оборота.