
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ЭЛЕКТРОЭРОЗИОННЫЕ СТАНКИ.
Работа электроэрозионных станков основана на разрушении материала обрабатываемой заготовки под воздействием электрических разрядов. К этой группе относятся станки для электроискровой, электроимпульсной, анодно-механической и электроконтактной обработки.
Электроискровые станки (рис. 150) применяют для выполнения узких щелей, небольших отверстий и т. д. Обрабатываемая заготовка 1 погружена в жидкую среду 2 (керосин, индустриальные масла и т. д.), не проводящую электрический ток. Инструмент 3 перемещается возвратно-поступательно. Электрический ток от специального генератора 6 подводится к заготовке-аноду и инструменту- катоду. В электрическую цепь подключен конденсатор 5, придающий разрядам импульсную форму, и сопротивление 7. Нужный искровой зазор между заготовкой и инструментом поддерживается автоматическим регулятором 4. Возникающий дуговой разряд создает температуру 4000-5000 °С. При этом расплавляется металл на поверхности заготовки, который выбрасывается в межэлектродное пространство. Форма разрушения заготовки зависит от формы торцовой части инструмента.
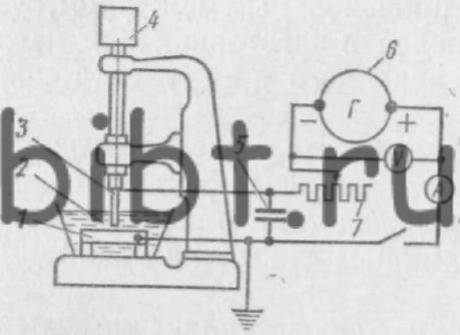
Рис. 150. Схема станка для электроискровой обработки
Станки для электроимпульсной обработки значительно более производительны и служат для обработки крупных заготовок типа пресс-форм, штампов. Импульсные разряды создаются специальными генераторами импульсов. Инструмент-анод, заготовка-катод. Обработка ведется в жидкой среде. Инструмент-электрод изготовляют из меди, алюминия и его сплавов, графита.
Станки для электроимпульсной и электроискровой обработки образуют размерный ряд, в котором в качестве основного параметра выбран размер стола. К этому ряду относятся электроэрозионные копировально-прошивочные координатные станки высокой точности 4Д722АФ1, 4Е723 и др., электроимпульсный копировально-прошивочный станок 4726. Выпускают ряд станков для профильной вырезки проволочным электродом, в котором электродная проволока перематывается при определенном натяжении с подающей катушки на приемную, прорезая в результате электроэрозии обрабатываемую заготовку.
Станки для анодно-механической обработки применяют для безабразивной заточки твердосплавных инструментов, шлифования, хонингования, разрезки заготовок из труднообрабатываемых материалов. В пространстве между заготовкой 1 (рис. 151) и вращающимся инструментом 2 по трубке 3 подается электролит - водный раствор жидкого стекла, который под действием тока растворяет металл, образуя на его поверхности тонкую оксидную пленку. В месте, подлежащем обработке, пленка удаляется перемещающимся в сторону заготовки инструментом, но на этом участке вновь образуется пленка, которая опять же снимается инструментом и т. д. В качестве инструмента применяют заточные диски, токопроводящие круги, бруски и притиры.
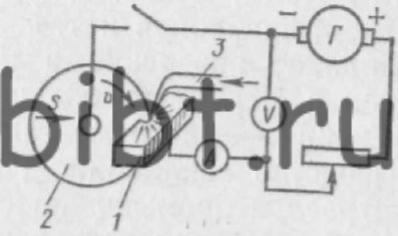
Рис. 151. Схема станка для анодно-механической обработки
Станки для электроконтактной обработки служат для снятия больших припусков на заготовках, для обдирки слитков и т. д. Обработка ведется вращающимся диском в воздушной среде; между инструментом и заготовкой возникает дуга переменного тока большой силы. Размягченный от нагрева металл удаляется инструментом. Метод дает самую высокую скорость съема металла в сравнении с рассмотренными выше методами.