
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК 4732Ф3 С ЧПУ. Техническая характеристика.
Станок 4732Ф3 предназначен для обработки заготовок сложного контура с прямолинейной образующей, например рабочих элементов вырубных штампов, фасонных фильер в матрицах, фасонных резцов, шаблонов и подобных заготовок из любых токопроводящих материалов: легированных закаленных сталей, металлокерамических твердых сплавов, цветных металлов и т. д. Электродом-инструментом является непрерывно перематывающаяся латунная, вольфрамовая или молибденовая проволока диаметром 0,05-0,3 мм. Обработку ведут в среде рабочей жидкости, в качестве которой используют воду с антикоррозионными присадками или керосин. Импульсный технологический ток вырабатывается тиристорным генератором типа ГКИ-250.
Станок может комплектоваться копировальной системой управления, работающей по фотошаблону. Это позволяет обрабатывать заготовки со сложным контуром, программирование которого затруднено. Заготовки с наклонной образующей обрабатывают при применении специальных приспособлений.
Техническая характеристика электроэрозионного вырезного станка 4732Ф3. Наибольшие размеры обрабатываемой заготовки (длина х ширина х высота) 250x160x75 мм; наибольшая масса заготовки 45 кг; точность изготовления контура 0,032 мм; производительность при обработке заготовок из стали и меди 35 мм2/мин, из твердого сплава 18 мм2/мин; габаритные размеры станка (длина х ширина х высота) 830 x 1200 x 1570 мм.
Устройство ЧПУ вырезного станка 4732Ф3 типа CNC (15 ИПИ-3-001 или 2М-43) имеет линейно-круговой интерполятор, обеспечивает управление двух-координатным приводом подачи в плоскости X-Y по программе, заданной в коде ISO. Цена деления импульса программного управления при линейных перемещениях 0,001 мм, при круговых 0,1°. Точность координатных перемещений по программе 0,025 мм.
Для обработки поверхности наклонной проволокой необходимо управление по третьей координате для поддержания заданного угла наклона проволоки. В этом случае нужно пользоваться служебной программой - интерпретатором, поставляемой со станком. Она заносится в оперативное запоминающее устройство к ЧПУ и вслед за ней помещается программа для обработки детали.
Основные механизмы и кинематика станка 4732Ф3 (рис. 152). На станине А установлены подъемная ванна Б и механизм координатных перемещений Г. Скоба В несет на себе механизмы перемотки и натяжения проволоки. В ванне расположен стол Д Г-образной формы для крепления обрабатываемой заготовки.
Увеличить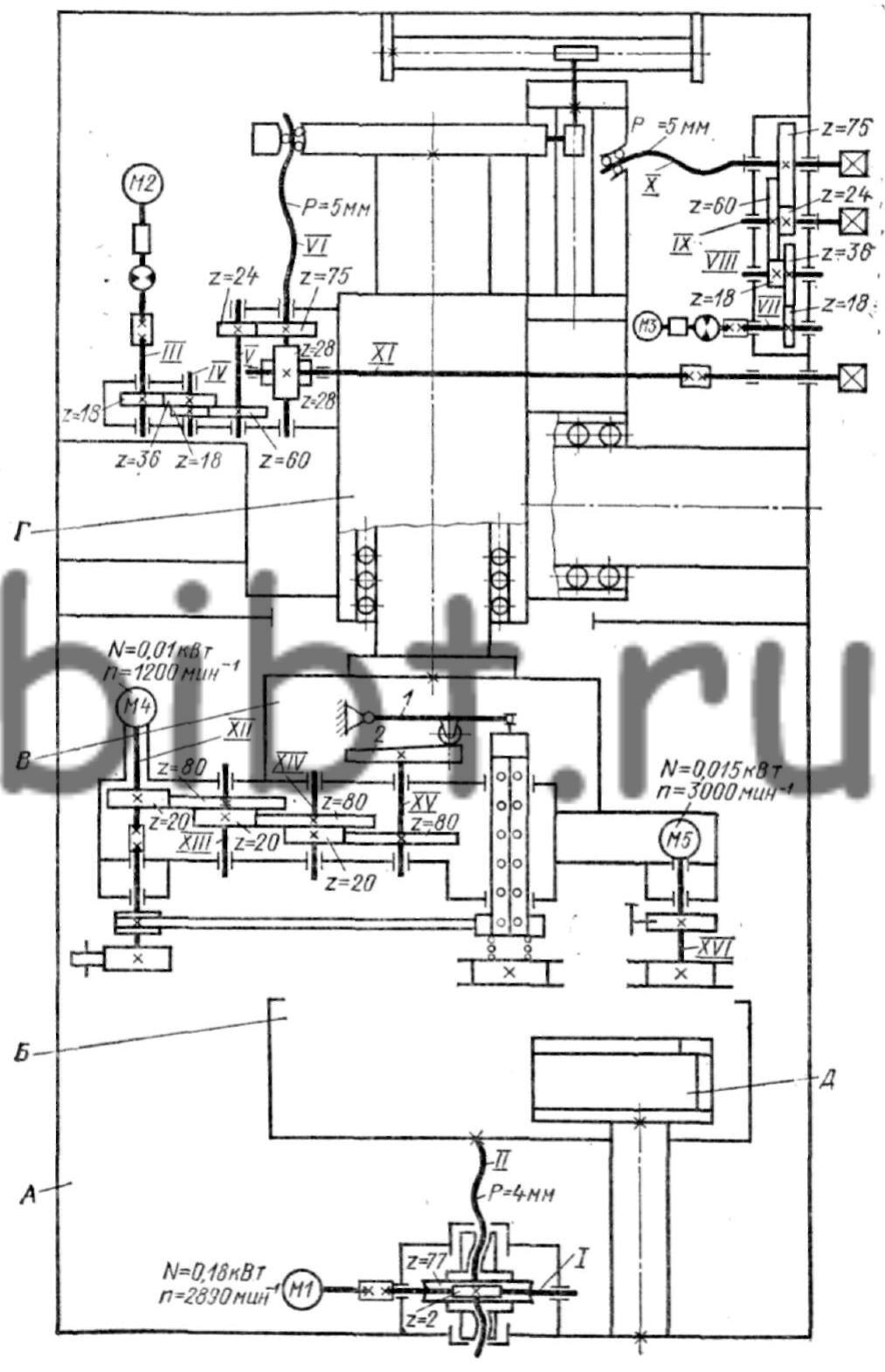
Рис. 152. Кинематическая схема электроэрозионного вырезного станка 4732Ф3 с ЧПУ
Подъем и опускание ванны с рабочей жидкостью осуществляется винтом II с шагом Р = 4 мм, движение которому передается от двигателя M1 (N = 0,18 кВт, n=2890 мин-1) через червячный редуктор. Скорость перемещения ванны

Перемещение скобы с проволокой в горизонтальной плоскости в двух взаимно перпендикулярных направлениях является движением формообразования. Ходовые винты качения VI и X с шагом Pх.в =5 мм приводятся в движение шаговыми двигателями М2 и М3 типа ШД5-Д1М через редукторы z= 18-36, z = 18-60, z = 24-75.
Линейное перемещение скобы в том или другом направлении за один импульс при минимальном повороте вала шагового двигателя на 1,5° составит

Ручное перемещение скобы осуществляется в продольном направлении непосредственно от ходового винта X, в поперечном направлении через винтовую зубчатую передачу z = 28-28.
В качестве направляющих качения в станке использованы линейные подшипники качения.
Перемотка проволоки осуществляется непосредственно двигателем М4 типа РД-09 со встроенным редуктором (N = 10 кВт, редукция 1/76 мин-1) через ведущий ролик диаметром 45 мм. Скорость перемотки регулируется в пределах 8-20 мм/с за счет изменения частоты вращения двигателя М4. Вращение на катушку, принимающую отработанную проволоку, передается через ременную передачу. Направление движения проволоки в рабочей зоне сверху вниз. Раскладка проволоки на приемной катушке производится за счет осевого возвратно-поступательного движения катушки, осуществляемого качающимся рычагом 1 и торцовым кулачком 2. Вращение кулачку передается от двигателя М4 через зубчатые пары z = 20- 80, z = 20-80, z = 20-80. Натяжение проволоки осуществляется электродвигателем М5 (N =0,015 кВт, n=3000 мин-1), работающим в заторможенном режиме. Управление наклоном проволоки происходит от шагового двигателя ШД5-Д1М (на схеме не показан).