
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ОБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ. Транспортные механизмы. Загрузочные устройства.
В состав автоматических линий кроме технологического оборудования входят транспортные, загрузочные, поворотные и ориентирующие устройства, приспособления для закрепления заготовки, устройства для отвода стружки, механизмы контроля и т. д.
Транспортные механизмы автоматических линий делят на механизмы жесткой, гибкой и смешанной связи. К механизмам жесткой связи относятся конвейеры, поворотные столы и т. д. Конвейеры являются основным механизмом транспортных устройств. Для перемещения корпусных деталей наиболее распространены пластинчатые конвейеры, перемещающие одновременно все заготовки участка автоматических линий на очередную позицию. Шаг конвейера кратен расстоянию между позициями. На рис. 190, а показан пластинчатый конвейер. Штанга 1 движется возвратно-поступательно. При движении штанги вперед пластины 2 упираются в обрабатываемые детали 3 и проталкивают их вперед на один шаг. При движении штанги назад зафиксированные на позициях детали утопляют собачки, затем под действием пружин 4 собачки поднимаются, цикл повторяется. На рис. 190, б показан наиболее простой толкающий конвейер. Шток гидро- или пневмоцилиндра 1 давит на заготовку 2, при этом в результате взаимного давления перемещаются все заготовки на конвейере.
На рис. 190, в показан цепной конвейер, используемый для непрерывного транспортирования заготовок 1 при движении цепи 2.
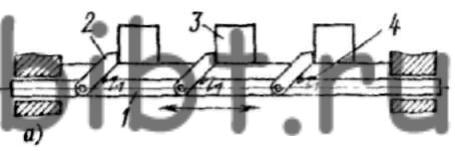
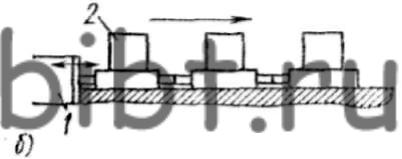
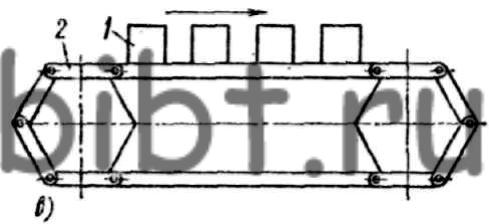
Рис. 190. Схемы шаговых транспортеров
Приспособления-спутники применяют, если заготовка имеет сложную форму и должна обрабатываться со многих сторон, а ее автоматическое базирование при обработке и транспортировании затруднено. Каждый спутник снабжен нижней базовой плитой с точными втулками для фиксации, а на верхней плите спутника имеются Т-образные пазы и различные установочные и зажимные элементы для закрепления и базирования заготовок. Иногда применяют спутники, обеспечивающие только базирование детали, а ее закрепление вместе со спутником производится в приспособлениях станков. Но более распространены спутники, на которых базируют и закрепляют заготовку.
В качестве транспортных средств гибкой связи используют сочетание гибких лотков с подъемниками, конвейерами-распределителями, отводящими конвейерами, магазинами, бункерами. Схема транспортной системы АЛ с гибкой связью для обработки подшипников представлена на рис. 191. Заготовки, ориентированные в бункере 1, подаются по гибкому лотку 3 на участок 6-7 транспортной системы. После заполнения лотка 3 часть заготовок отводится механизмом 2 деления потока в магазин 4, из которого их можно подавать цепным подъемником 8 через механизм 5 соединения потоков на участок 6-7. Оттуда заготовки через гибкие лотки направляются к станкам для обработки, а обработанные заготовки на отводящий конвейер и затем в подъемник для дальнейшего транспортирования.
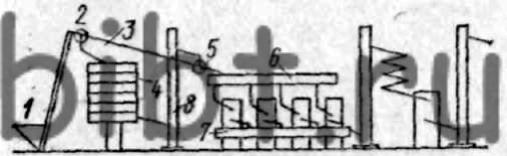
Рис. 191. Схема транспортной системы автоматической линии с гибкой связью
Загрузочные устройства автоматических линий должны быть быстродействующие, просты по конструкции, высоко надежны. В линиях с жесткой связью заготовки устанавливают на конвейеры или спутники вручную или автоматически, базируя чаще всего предварительно обработанными отверстиями на два штыря. Для фиксации и зажима более сложных заготовок применяют сложные автоматические устройства.
На линиях с гибкой связью для загрузки штучных заготовок используют магазинные, бункерные или бункерно-магазинные загрузочные устройства. Магазинные устройства состоят из лотка-накопителя, в котором заготовки располагаются в ориентированном положении, и питателя, подающего заготовки в зону обработки. При бункерном устройстве происходит процесс автоматической ориентации и подачи заготовок из бункера в станок и съем их после обработки. На рис. 192 показана схема бункерно-магазинного устройства. В бункер 7 заготовки 5 загружаются навалом. В бункере они ориентируются в рабочее положение (неправильно сориентированные заготовки вновь сбрасываются в бункер) и поступают в лоток (магазин) 6 с помощью толкателя 8. В рабочую зону заготовки подаются питателем 3, перемещающимся от кулачка 1. Пружина 2 возвращает питатель в первоначальное положение. Отсекатель 4 удерживает заготовку в лотке в момент движения питателя.
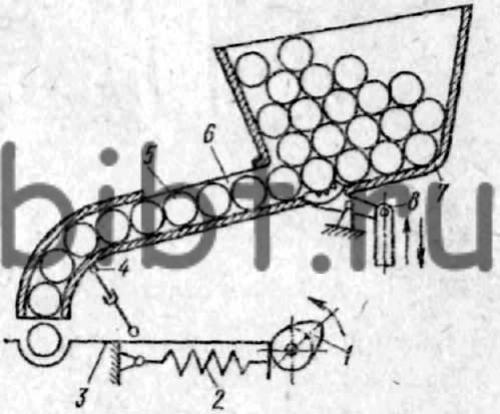
Рис. 192. Схема бункерно-магазинного загрузочного устройства автоматической линии
В бункерных устройствах с захватными органами для ориентирования заготовок используют механические захватные приспособления (крючки, штыри и т. д.), которые производят выборку заготовок из бункера с помощью возвратно-поступательных движений. Недостатком этих устройств является возможность поломок захватных органов, повреждение поверхности заготовок, износ и т. д. Поэтому наиболее распространены вибрационные загрузочные устройства, в которых заготовки перемещаются по вибрирующим лоткам за счет сил инерции и трения. При этом они ориентируются с помощью несложных конструктивных элементов: буртиков, порогов, отверстий, планок и т. д.