
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Системы автоматических линий (комплексные АЛ). Автоматический комплекс для производства карданных подшипников.
Системы автоматических линий (комплексные АЛ) значительно увеличивают производительность труда при том же числе единиц оборудования и точности обработки. На комплексных автоматических линиях выполняется 90-100 % всех операций механической обработки, ряд операций промежуточной сборки, автоматический контроль, упаковка и т. д. Все оборудование автоматических линий объединено общим автоматическим транспортом.
Комплекс автоматических линий для обработки головок цилиндров двигателя автомобиля состоит из 130 станков, входящих в 14 автоматических и две поточные линии. Производительность комплекса 150 дет/ч. Все автоматические линии комплекса вытянуты в прямоугольные цепочки длиной 72 м. Состав оборудования в каждой автоматической линии определяется технологической последовательностью. В комплекс входит следующее оборудование: металлорежущие станки (18 фрезерных, 60 сверлильных, 34 расточных, 6 резьбонарезных и 6 для снятия заусенцев), сборочные станки, электронагревательные печи, холодильные установки, контрольные установки, моечные машины, накопители, системы-транспортная, охлаждения, стружкоудаления и управления.
На рис. 198 представлено комплексное автоматическое производство карданных подшипников. Автоматический комплекс состоит из участков: производства точных заготовок, токарной, термической и шлифовальной обработок, контроля и сортировки колец по размерным группам и селективной сборки и упаковки подшипников. Все участки, кроме термической обработки, работают в две смены, термический - в три. Разносменность работы компенсируется наличием магазинов-накопителей заготовок.
Увеличить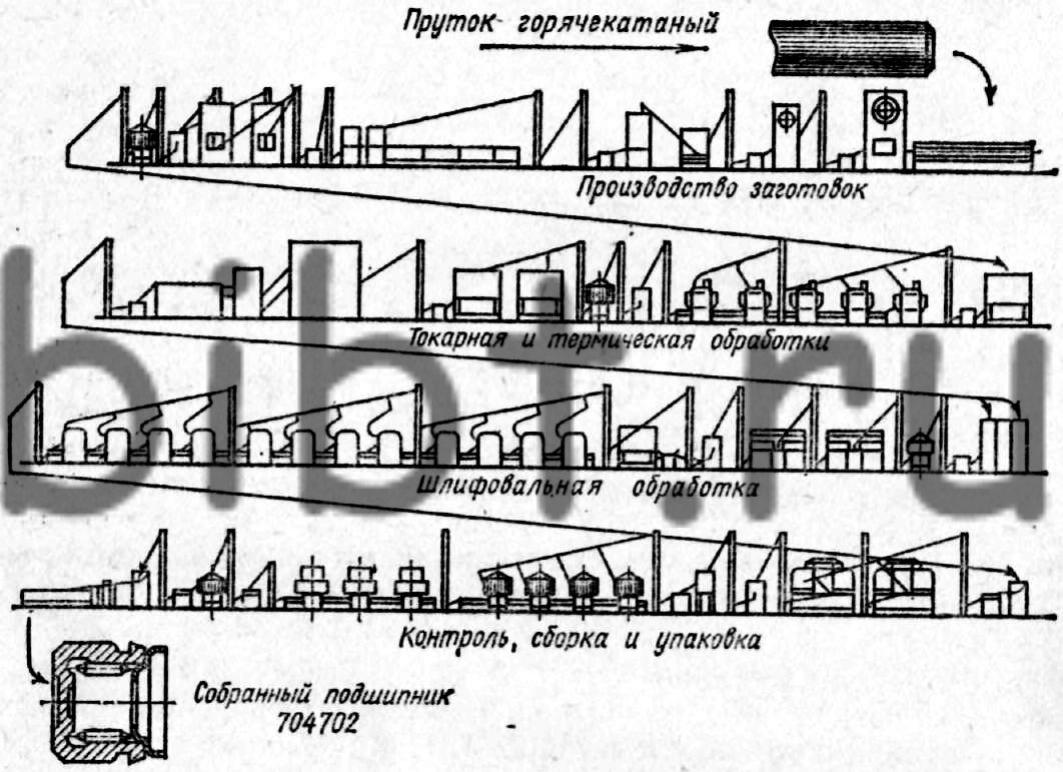
Рис. 193. Автоматический комплекс для производства карданных подшипников
На участке для производства точных заготовок производят рубку, калибровку, отжиг, химическую обработку поверхностей, холодное выдавливание, операцию мойки и контроль. Впервые в мире заготовки для колец получают методом обратного холодного выдавливания, а для роликов - методом холодной поперечно-винтовой прокатки из шлифованной прутковой стали (заготовка даже не требует токарной обработки).
Дальнейшая обработка колец производится на специальных токарных и протяжных автоматах непрерывного действия. На участке шлифовальной обработки установлены бесцентрово-шлифовальные, внутришлифовальные и торцешлифовальные автоматы.
Участок контроля колец состоит из трех-четырех параллельно работающих автоматов. Годные кольца поступают на участок сборки, а брак - на специальный автомат для перепроверки. Сборка подшипника осуществляется за 2,5 с.
Транспортная система комплекса состоит из бункеров с вибро-ориентаторами, подъемников, конвейеров, отводящих лотков. Четко ориентированные заготовки под действием собственной массы или принудительно перемещаются по лоткам или склизам.