
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Системы ЧПУ: позиционные, прямоугольные, контурные, комбинированные.
Системы ЧПУ позиционные, прямоугольные, контурные, комбинированные (рис. 23).
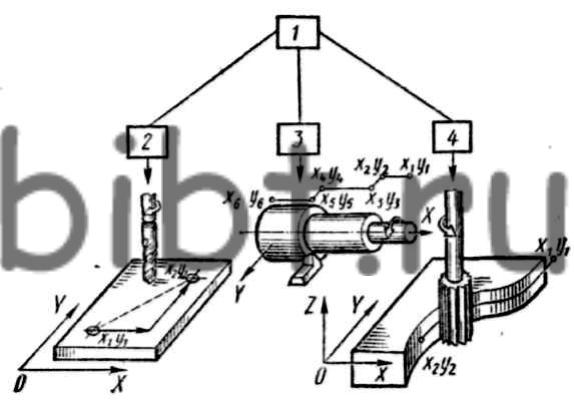
Рис. 23. Классификация систем программного управления по назначению:
1 - ЧПУ; 2 - позиционные; 3-прямоугольные; 4 - контурные
Позиционные системы ЧПУ позволяют автоматически установить рабочие органы в позицию, заданную программой управления станком, причем в период перемещения рабочего органа обработка не ведется. Такие системы применяют в сверлильных и расточных станках. Время перемещения из одной точки позиционирования (x1, y1) в другую (x2, y2) должно быть минимальным. Число одновременно управляемых координат может колебаться в пределах одной-пяти. Позиционирование в зависимости от используемого устройства ЧПУ может происходить по двум координатам одновременно или последовательно по каждой координате. Третья координата -это подача шпинделя по оси Z. Четвертую и пятую координаты, если они есть, используют для поворота стола, для выхода на диаметр резца в планшайбе расточного шпинделя, дополнительного движения шпиндельной бабки. При позиционировании рабочего органа происходит ступенчатое снижение скорости перемещения: быстрое -на большей части пути и медленное -для точной установки при подходе к заданной точке для уменьшения влияния инерционных и упругих сил.
Прямоугольные системы ЧПУ обеспечивают рабочие перемещения по программе исполнительных органов станка поочередно вдоль его осей координат на заданные расстояния. Эти системы используют на токарных, фрезерных, расточных станках для обработки ступенчатых валиков, деталей с прямоугольным контуром, а также для сверления отверстий, растачивания, нарезания резьбы метчиком и т. д.
Контурные системы ЧПУ обеспечивают автоматическое перемещение рабочего органа по произвольной траектории с контурной скоростью, заданной программой управления станком. Контурная скорость - результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Траектория обработки обеспечивается совместным и взаимосвязанным движением нескольких исполнительных устройств. Область применения контурных систем -токарные и фрезерные станки с ЧПУ. Контурные СЧПУ с управлением от перфоленты подразделяют по типу интерполяции (линейной, круговой и специальной), типу привода (следящий и шаговый), числу одновременно управляемых координат (двум, трем и т. д.).
Наиболее простые линейные интерполяторы используют, если контур обрабатываемой детали можно представить в виде отрезков прямых, расположенных под любыми углами к оси координат. Криволинейные участки в этом случае представляют как ряд прямых отрезков, т. е. проводят аппроксимацию. Более сложные детали, содержащие различные дуги окружностей и отрезки прямых, удобнее обрабатывать с помощью линейно-кругового интерполятора, в котором дуга окружности задается одним кадром, а криволинейный контур плавно аппроксимируется прямыми и дугами окружности. Тем самым уменьшается длина программоносителя, упрощается расчет программ при наличии устройства автоматического расчета эквидистанты. Для обработки очень сложных деталей (гребных винтов, лопаток турбин и т. д.) применяют специальные интерполяторы, например параболические.