
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ТОКАРНЫХ СТАНКОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ.
Токарные станки с программным управлением (ПУ) по компоновке и конструкции очень разнообразны и значительно отличаются от токарных станков без ЧПУ. Для токарных станков без ЧПУ наиболее рациональной является горизонтальная компоновка, так как зона резания должна быть приближена к рабочему. Для станков с ПУ, где это требование несущественно, чаще используют вертикальную (рис. 44) или крутонаклонную компоновку (см. рис. 46, 57). Преимущества такой компоновки: легкость схода стружки и ее удаления из рабочей зоны, возможность оснащения станка загрузочными устройствами любых типов, свободный доступ к инструменту и приспособлению, уменьшение площади, занимаемой станком.
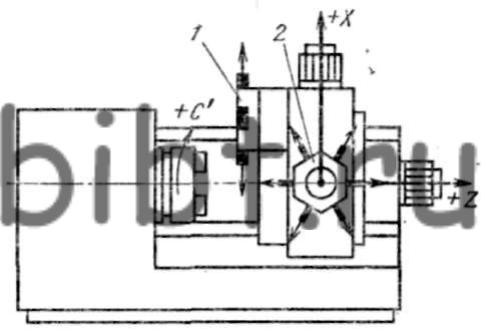
Рис. 44. Токарный станок с ЧПУ вертикальной компоновки
Токарные станки с ПУ оснащены револьверными головками или магазином инструментов. Револьверные головки бывают четырех-двенадцатипозиционные, причем на каждой позиции может устанавливаться по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпендикулярно к ней (см. рис. 44), наклонно (см. рис. 21, в).
При установке на станке двух револьверных головок в одной из них 1 закрепляют инструменты для наружной обработки, в другой 2 - для внутренней. Такие головки могут располагаться соосно относительно друг друга или иметь разное расположение осей (см. рис. 44). Индексирование револьверных головок производится, как правило, путем применения закаленных и шлифованных плоскозубчатых торцовых муфт, которые обеспечивают высокую точность и жесткость индексирования головки. В пазы револьверных головок устанавливают сменные взаимозаменяемые инструментальные блоки, которые налаживают на размер вне станка на специальных приборах, что значительно повышает производительность и точность обработки. Резцовые блоки в револьверной головке базируют или на призму, или цилиндрическим хвостовиком 6 (рис. 45).
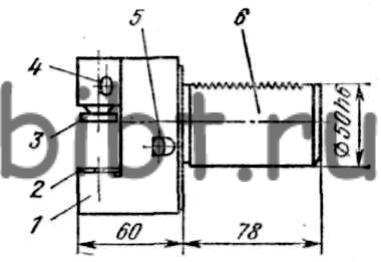
Рис. 45. Резцовый блок с цилиндрическим хвостовиком
Резец крепится винтами через прижимную планку 3. Для установки резца по высоте центров служит подкладка 2. Два регулировочных винта 5, расположенных под углом 45° друг к другу, позволяют вывести вершину резца на заданные координаты при наладке. Подача смазочно-охлаждающей жидкости (СОЖ) в зону резания осуществляется через канал в корпусе У, заканчивающийся шариком 4, позволяющим регулировать направление подачи СОЖ.
Магазины инструментов (вместимостью 8-20 инструментов) применяют реже, так как практически для токарной обработки одной заготовки не требуется более 6-10 инструментов. Использование большего числа инструментов целесообразно в случаях точения труднообрабатываемых материалов, когда инструменты имеют малый период стойкости, или при встройке станка в гибкий производственный модуль.
Расширяются технологические возможности токарных станков: стирается грань между токарными и фрезерными станками, добавляется внецентровое сверление, фрезерование контура (т. е. программируется поворот шпинделя), иногда становится возможным и резьбонарезание несоосных элементов заготовок.
Приводы главного движения станков с ПУ выполнены на базе двигателей постоянного и переменного тока с бесступенчатым регулированием, автоматически переключаемых переборных коробок и клиноременных передач. В более ранних выпусках моделей станков использованы АКС в сочетании с переборным блоком. В приводах расширен диапазон частот вращения с увеличением верхнего его предела, увеличена мощность привода для использования инструмента с твердосплавной и минералокерамической режущими пластинами. Для повышения точности в шпиндельных механизмах устанавливают только прецизионные подшипники.
Приводы подач состоят, как правило, из высокомоментных двигателей, зубчатой или зубчатоременной передач, кругового датчика обратной связи, установленного на оси ходового винта. Реже применяют электрогидравлические шаговые двигатели. Скорость ускоренных перемещений составляет 5-10 м/мин.
Для повышения производительности увеличивается число двух-суппортных станков, станки оснащают быстропереналаживаемыми точными и быстроходными зажимными патронами, автоматизированными задними бабками и люнетами.
Токарные станки с ЧПУ отличаются высокой степенью автоматизации, по программе отрабатывается не только геометрическая информация по осям X и Z, но и различные технологические команды: изменение частот вращения шпинделя, величин рабочих подач и вспомогательных перемещений, смена инструмента, включение и выключение механизмов стружкодробления и стружкоудаления, включение и выключение системы охлаждения, введение коррекции на положение инструмента, частоту вращения шпинделя и подачи. Токарные станки с ЧПУ работают совместно с контурными устройствами ЧПУ. В последнее время широко применяют оперативные системы программного управления. Дискретность задания перемещений по осям 0,001, (0,002); 0,005; 0,01; (0,002). Число управляемых координат/ из них одновременно управляемых от 2/1 до 4/4 (для токарно-карусельных станков от 2/1 до 6/4).