
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. ТОКАРНЫЙ СТАНОК 16К20Т1 С ОПЕРАТИВНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ. Панель управления «Электроника НЦ-31».
Станок 16К20Т1 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения различного профиля. Обработка ведется в один или несколько рабочих ходов в замкнутом полуавтоматическом цикле; на станке можно нарезать резьбы.
Станок выпускают в двух исполнениях: 16К20Т1 и 16К20Т1.01. В станке 16К20Т1.01 имеется (как и в станке 16К20Ф3) девяти-скоростная автоматическая коробка скоростей, автоматический шести-позиционный резцедержатель с горизонтальной осью поворота, но может применяться ручной резцедержатель под быстросменные блоки. В станке 16К20Т1 имеется шпиндельная бабка с ручной установкой скоростей и возможностью автоматического изменения их величины в 2 раза по программе. Класс точности станка П.
Техническая характеристика станка 16К20Т1. Наибольший диаметр обрабатываемой заготовки над станиной 500 мм, над суппортом 215 мм; наибольший диаметр прутка, проходящего через отверстие в шпинделе, 53 мм; наибольшая длина обрабатываемой заготовки 1000 мм; число позиций автоматического резцедержателя 6; число частот вращения шпинделя 24 (в станке 16К20Т1.01 число частот вращения шпинделя 22); пределы частот вращения шпинделя 10 ... 2000 мин-1 (12,5 ... 2000 мин-1 в станке 16К20Т1.01); пределы рабочих подач (бесступенчатое регулирование): продольных 0,01 ... 2,8 мм/об, поперечных 0,005 ... 1,4 мм/об; скорость быстрых ходов: продольных 6000 мм/мин, поперечных 5000 мм/мин; величина шага нарезаемых резьб 0,01 ... 40,959 мм; дискретность перемещений: продольных 0,01 мм, поперечных 0,005 мм; габаритные размеры станка (без электрошкафа привода подач) 3200X1700X1700 мм.
Оперативная система управления станком 16К20Т1 на базе устройства «Электроника НЦ-31» обеспечивает ввод, отладку и редактирование программ обработки непосредственно на станке с помощью клавиатуры. Программа вводится оператором с чертежа детали или при обработке сложных деталей - с бланка, подготовленного технологом-программистом. Контроль программы осуществляют с помощью цифровой индикации, а ее корректировку - непосредственно на станке от клавиатуры панели управления.
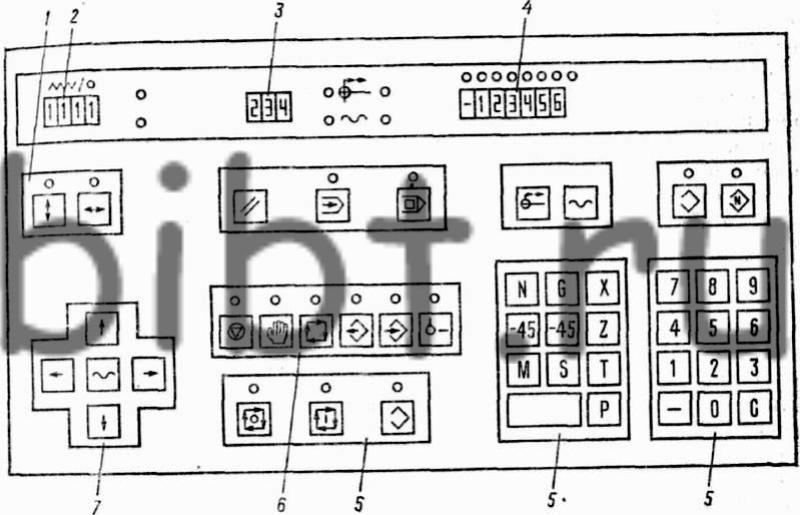
Рис. 52. Панель управления «Электроника НЦ-31»:
1 - кнопочные переключатели продольного и поперечного перемещений суппорта; 2 - цифровая индикация запрограммированного значения подачи; 3 - цифровая индикация команд, показывающая порядок отработки программы и позволяющая облегчить поиск необходимой команды или участка программы для их корректировки, повторения, аннулирования или пропуска; 4 - цифровая индикация положения суппортной группы: 5 - кнопочные переключатели набора отдельных команд и циклов обработки; 6 - кнопочные переключатели режима работы; 7 - кнопочные переключатели ручного режима скорости подачи, а также быстрых перемещений в продольном и поперечном направлениях
В устройстве «Электроника НЦ-31» (рис. 52) возможна передача программы в кассету внешней памяти (КВП) для хранения вне станка и последующего ввода программы из КВП в систему управления. Устройство ЧПУ - контурное, оперативно управляет следящими электроприводами подач по двум координатным осям. Интерполяция - линейная и круговая. В память устройства введены стандартные рабочие циклы: точение конусов, обработка любых дуг окружности, нарезание резьбы, продольное и поперечное точение с разделением величины припуска на рабочие ходы и т. д. Такие циклы упрощают работу оператора и уменьшают время ввода программы в память устройства. Разрешающая способность по координате Z 0,01 мм, по координате X 0,005 мм.