
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 12. МНОГОЦЕЛЕВОЙ ТОКАРНЫЙ СТАНОК ТМЦ-200. Кинематическая схема.
Станок ТМЦ-200 предназначен для полной токарной обработки заготовок типа фланцев, а также прорезания различных канавок, фрезерования лысок и пазов, фрезерования резьбы фрезой и т. д., т. е. можно вести обработку вращающимся инструментом параллельно и перпендикулярно оси шпинделя.
Техническая характеристика станка ТМЦ-200. Максимальный диаметр обрабатываемой заготовки 250 мм; частота вращения главного шпинделя 50-3000 мин-1, инструментального шпинделя 100- 3000 мин-1; рабочие подачи суппортов продольного и поперечного 5-1000 мм/мин; скорость быстрого перемещения продольного и поперечного суппортов 10 000 мм/мин; число инструментов в магазине 16; габаритные размеры станка 3420x1410x2300 мм.
Устройство ЧПУ, с которым работает станок, прямоугольно-позиционное «Размер 2М-1300». Программоноситель-перфолента, ввод информации вручную или от ЭВМ. Точность позиционирования продольного и поперечного суппорта 0,005 мм, точность позиционирования шпинделя в режиме обработки угла поворота по координате С составляет 12'.
Кинематика станка. Главное движение. Шпиндель VI (рис. 63) получает вращение от регулируемого электродвигателя постоянного тока M1 (N = 11 кВт, n=3000 мин-1) или непосредственно через две зубчато-ременные передачи z1-z2, z3-z4 при включении муфты М1 или через перебор z= 51-93, z= 22-122. Перебор используют для получения круговой подачи шпинделя по координате С. Переключение диапазонов производят гидроцилиндрами Ц1, Ц2. В приводе главного движения предусмотрено тормозное устройство. Для зажима заготовки применяют механизированный ключ с отдельным приводом (на схеме не показан).
Увеличить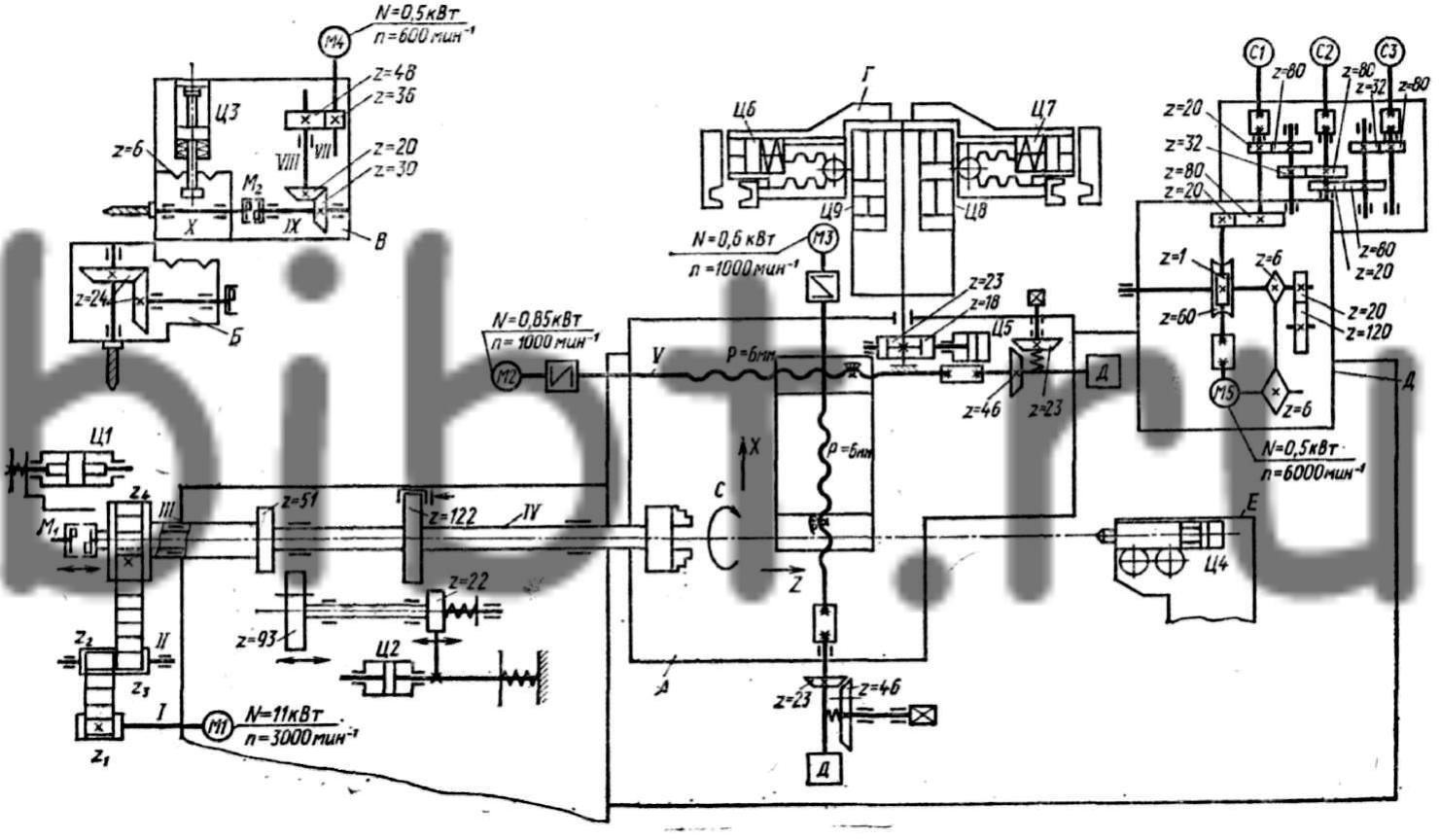
Рис. 63. Кинематическая схема многоцелевого токарного станка ТМЦ-200
Крестовый суппорт А перемещается по двум взаимно перпендикулярным осям от двигателей постоянного тока М2, М3. Двигатель М2 (N = 0,85 кВт, n = 1000 мин-1) продольной подачи (ось Z) непосредственно связан с ходовым винтом V, двигатель М3 (N = 0,6 кВт, n= 1000 мин-1) поперечной подачи (ось X) - с ходовым винтом VI. На ходовых винтах установлены датчики обратной связи.
На суппорте закреплена инструментальная головка, куда можно устанавливать блоки с неподвижными и вращающимися инструментами. Инструмент, который может работать как в осевом, так и в радиальном относительно главного шпинделя направлении, получает вращение от электродвигателя М4 (N =0,5 кВт, n= = 600 мин-1) через зубчатые пары z = 36-48, z = 20-30 при включенной муфте М2 в инструментальном блоке В для осевой обработки или через передачи z = 36-48, z = 20-30, z = 24-24 в блоке Б для радиальной обработки. Инструментальные блоки устанавливают на V-образные выступы инструментальной головки. Зажим блока гидроцилиндром Ц3 осуществляется через Т-образные пазы в блоке. К блоку прикреплена планка, за которую он захватывается автооператором.
Задняя бабка ТМЦ-200 Е имеет гидроцилиндр Ц4 для перемещения пиноли. Зажим пиноли и закрепление бабки на станине осуществляется тарельчатыми пружинами, а разжим гидроцилиндрами (на рис. 63 не показаны).
Устройство автоматической смены инструмента состоит из магазина Д и автооператора Г. Автооператор извлекает инструментальный блок из магазина, переносит его к инструментальной головке и устанавливает блок в головку. Автооператор имеет гидроприводы для поворота, вертикального и горизонтального перемещения захватных губок. Захватные губки приводятся в действие гидроцилиндрами Ц6 и Ц7. Перемещение правой и левой части автооператора производится гидроцилиндрами Ц8, Ц9, поворот автооператора - штоком цилиндра Ц5.
Цепной магазин имеет вместимость 16 блоков. Магазин приводится во вращение двигателем М5 (N = 0,5 кВт, n=6000 мин-1) через червячную пару z = 1-60 и две звездочки z = 6. Т-образный паз блока надевается на Т-образный выступ приспособления па звене магазина и фиксируется под действием пружин, расфиксация осуществляется гидроцилиндром. В качестве отсчетного устройства при выборе инструмента используют систему сельсинов С1-С3, связанных с магазином через ряд зубчатых передач.