
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Методические печи для нагрева металла.
По направлению движения газа и металла методические печи разделяются на противоточные и прямоточные. В первом случае металл движется навстречу газам, во втором — в одном направлении с газами. Печи первого типа применяются для нагрева металла под ковку и прокатку, второго — для термической обработки.
Существуют печи, работающие по смешанному принципу, когда половину пути в печи газы движутся в одном направлении с металлом, вторую половину пути—навстречу металлу.
По характеру обогрева различают печи с односторонним обогревом, когда заготовки укладываются на поду печи и нагреваются сверху, и с нижним обогревом, когда заготовки перемещаются по трубам, охлаждаемым водой (глиссажные трубы), а горелки или форсунки расположены снизу и сверху заготовок, с боков и с торцов печи.
На рис. 13 изображена методическая печь, работающая по смешанному принципу — в верхней части печи газы движутся в одном направлении с металлом, в нижней части — в противоположном. Такая схема обеспечивает хорошую передачу тепла, высокую производительность и минимальный расход топлива при небольшой длине печи.
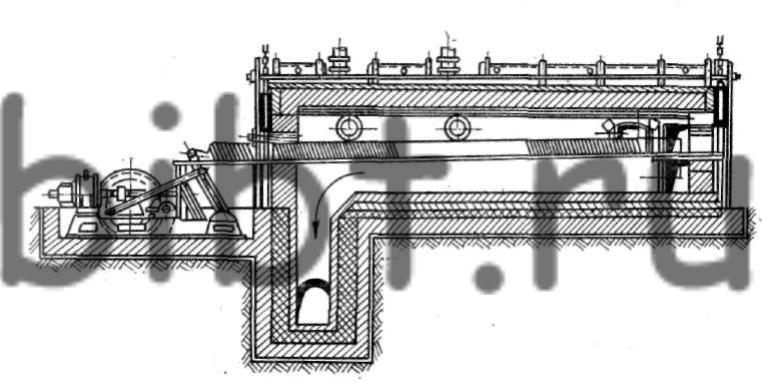
Рис. 10. Радиационная горелка для нагрева металла.
Заготовки перемещаются по глиссажным трубам при помощи толкателя.
Печи бывают с наклонным подом для облегчения передвижения заготовок и с горизонтальным. Нагретые заготовки удаляются из печи либо через окна в боковой и торцевой стенке, либо через открывающееся под действием веса заготовки окно в поду сварочной части печи.
Современные кузнечные печи оснащаются различными устройствами для механической загрузки, передвижения и выдачи заготовок: толкателями, конвейерами, шагающими балками и т. д. Широко распространены толкательные печи. В этих печах длинные заготовки при помощи специального механизма проталкиваются по глиссажным трубам или по рельсам из жаропрочной стали; короткие заготовки проталкиваются прямо по поду печи, располагаясь вплотную одна к другой и заполняя весь под.
По конструкции толкатели бывают пневматическими, гидравлическими, рычажными, реечными, винтовыми. Пневматические толкатели используют сжатый воздух из сети цеха.
Толкатель состоит из цилиндра, в котором ходит поршень со штоком, связанным с толкающим устройством. Проталкивание заготовок производится в момент пуска сжатого воздуха под поршень. В сравнительно небольших печах применяются пневматические толкатели, в больших — гидравлические, в которых вместо сжатого воздуха используется жидкость под давлением.
На рис. 14 изображена методическая печь с пневматическим толкателем и автоматической выдачей заготовок. На стол толкателя 5 вплотную одна к другой укладываются заготовки. При включении толкателя происходит передвижение всего ряда по рельсам 4 на одну заготовку. При этом очередная нагретая заготовка проваливается в окно 3, открывая своим весом дверцу 2, и падает на транспортер 1, который подает ее к молоту. В зависимости от размеров заготовок печь может быть сконструирована для подачи одного или нескольких рядов заготовок.
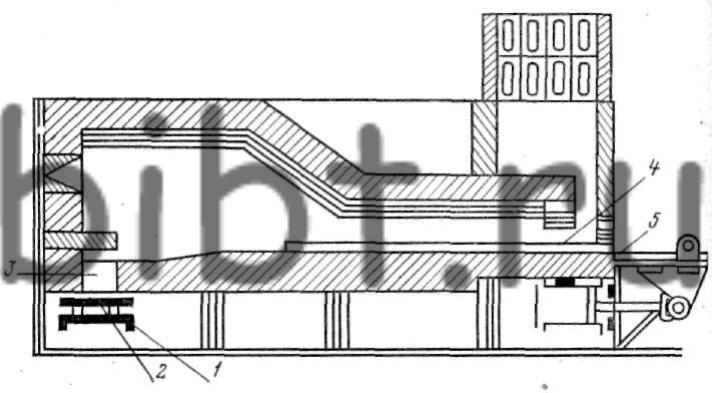
Рис. 14. Методическая печь с пневматическим толкателем для нагрева металла.
Печь, показанная на рис. 14, оборудована рычажным толкателем, приводящимся в действие от электромотора с редуктором.
При нагреве мелких заготовок иногда применяются толкатели, снабженные магазинной коробкой с запасом заготовок на 1—1,5 часа работы (рис. 15). При каждом ходе толкатель выталкивает из магазина одну заготовку.
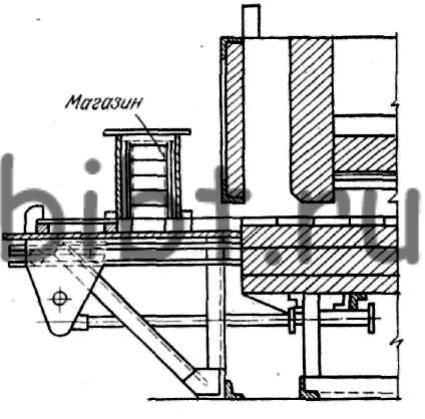
Рис. 15. Толкатель с магазинной коробкой методической печи для нагрева металла.