
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Электрические методы нагрева металла. Электропечи сопротивления. Контактный нагрев.
Электронагрев может быть осуществлен в нескольких вариантах: нагрев в электропечах сопротивления, контактный нагрев и индукционный нагрев токами промышленной, повышенной и высокой частоты.
Электронагрев обладает рядом особенностей, которые определяют целесообразность его применения в технологических процессах обработки металлов давлением. К этим особенностям относятся: низкий процент угара, отсутствие обезуглероживания, возможность установления точного температурного режима обработки, механизации и автоматизации процесса штамповки, улучшение санитарно-гигиенических условий работы.
Нагрев в электропечах сопротивления. В электропечах сопротивления металл нагревается за счет тепла, выделяющегося при прохождении электрического тока по спиралям, изготовленным из жароупорных металлов с большим электросопротивлением, дисилицида молибдена и карбида кремния (карборундовые и силитовые).
Металлические нагреватели делаются из железохромоалюминиевых и хромоникелевых сплавов. Предельная температура нагрева элементов из наиболее жаростойких сплавов достигает 1300° при стойкости до 100 часов.
Электронагреватели из дисилицида молибдена предназначены для создания в электропечах температуры 1300—1500° С, карборундовые и силитовые — до 1300° С. При более высокой температуре происходит окисление нагревателя.
Электропечи сопротивления имеют простую конструкцию и позволяют точно регулировать температуру. Однако стойкость нагревательных элементов невелика, требуется большой расход электроэнергии и производительность их небольшая. Поэтому печи сопротивления применяются в основном для термической и химико-термической обработки металлов, для нагрева цветных металлов и сплавов под ковку и в лабораторной практике.
Контактный нагрев основан на свойстве электрического тока выделять тепло при прохождении по проводнику. В качестве проводника используется сама нагреваемая заготовка. Она зажимается между контактами из красной меди, и по ней пропускается ток силой в десятки тысяч ампер. При этом выделяется очень большое количество тепла и заготовка быстро нагревается до ковочной температуры.
Чем длиннее заготовка и чем больше электросопротивление материала, из которого она изготовлена, тем быстрее происходит нагрев.
Равномерный нагрев по сечению и длине осуществляется в случае одинаковой формы и одинакового сечения заготовки по всей ее длине. Это условие несколько ограничивает широкое применение контактного нагрева в промышленности.
Контактный нагрев имеет ряд достоинств: небольшой расход электроэнергии, несложность оборудования, быстрота и хорошее качество нагрева. Вследствие этого он широко применяется как для полного нагрева длинных заготовок постоянного сечения под штамповку на молотах и прессах, так и для нагрева части заготовки под местную деформацию, например гибку. Часть заготовки, зажатая между контактами, имеет температуру на 100—150° ниже температуры остальной части. Это исключает возможность применения контактного нагрева для высадочных работ.
Диаметр заготовок, нагреваемых контактным методом, должен быть не более 75 мм, так как при большом диаметре требуется большая сила тока.
На рис. 24 показана принципиальная схема установки для контактного нагрева. Ток от промышленной сети 7 поступает через выпрямитель 6 в первичную обмотку понижающего трансформатора 5. От вторичной обмотки ток поступает по медным шинам и токоведущим трубам 4 к контактным головкам 1 и 3, в которых зажата нагреваемая заготовка 2.
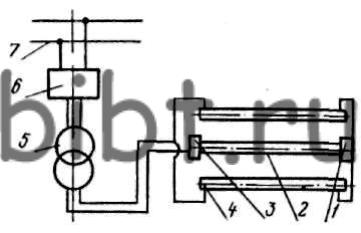
Рис. 24. Схема установки для контактного нагрева металла.
Когда заготовка нагреется до требуемой температуры, фотоэлектрический пирометр автоматически выключает ток в цепи.