
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кривошипные горячештамповочные прессы. Пневматическое и электропневматическое управление.
В массовом и крупносерийном производстве поковок широкое применение находят кривошипные горячештамповочные прессы. Это объясняется высокой жесткостью станины и кривошипно-шатунного механизма прессов, точным направлением ползуна и постоянством его хода, что обеспечивает высокую точность поковок, позволяет снизить расход металла по сравнению со штамповкой на молотах на 10—30% за счет уменьшения припусков и штамповочных уклонов.
Операции штамповки на прессах легко поддаются механизации и автоматизации. Производительность пресса в 2—3 раза превышает производительность равноценного по мощности молота. Для прессов не нужны такие мощные фундаменты, как для молотов. Ввиду отсутствия сотрясений, легкости управления и применения индукционного нагрева условия труда в цехе значительно улучшаются. У нас в стране выпускаются прессы усилием от 630 до 6300 тс.
Вместе с тем горячештамповочные прессы менее универсальны, чем паровоздушные молоты, выполнение операций протяжки и подкатки затруднительно или вообще невозможно, сами прессы и оснастка к ним значительно дороже, чем молоты и молотовые штампы.
Основными деталями и узлами кривошипного горячештампрвочного пресса являются литая или сварная станина рамного типа коробчатого сечения, изготовленная заодно со столом для установки нижнего штампа, со связывающими колоннами для увеличения прочности и жесткости пресса; массивный ползун, перемещающийся в направляющих; шатун, соединяющий ползун с кривошипным валом; зубчатое колесо и фрикционная муфта.
Прессы имеют пневматическое и электропневматическое управление и могут работать полными одиночными и полными автоматическими ходами, а также ходами с короткими (толчками) перемещениями ползуна.
При пневматическом управлении (рис. 43) пресс работает следующим образом. При нажатии кнопки «Пуск» электродвигатель 17 со шкивом приводит во вращение при помощи клиноременной передачи массивный маховик 12, насаженный на конец приводного вала 24. На второй конец вала надета ведущая шестерня 25, находящаяся в зацеплении с большой ведомой шестерней 21 свободно сидящей на конце кривошипного (главного) вала 22. Ведомая шестерня объединена с ведущими дисками фрикционной муфты 23.
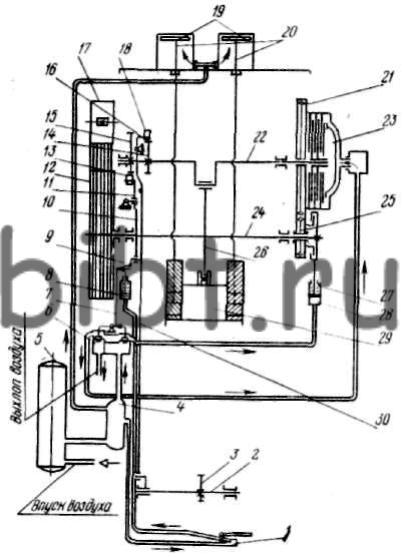
Рис. 43. Схема пневматического управления кривошипного горячештамповочного пресса
Система управления работает на сжатом воздухе, поступающем из цеховой сети в ресивер 5. При нажатии пусковой педали 1 открывается клапан, и сжатый воздух из расходного резервуара 4, связанного с ресивером, поступает в цилиндр 8 и через коромысло 9 и тягу 7 воздействует на клапаны воздухораспределителя 6, открывая проход сжатому воздуху в цилиндр тормоза 28. Под давлением воздуха на поршень 27 тормозной барабан освобождается от тормозной ленты. Одновременно воздух из воздухораспределителя по другому трубопроводу поступает во фрикционную муфту, сдвигает по шлицам кривошипного вала ведомые диски, прижимая их к ведущим. Вал начинает вращаться и через шатун 26 перемещает ползун 29 вниз. Происходит рабочий ход. При обратном ходе эксцентрик 15 набегает на ролик 13 и через рычаг 11 и тягу 10 переключает клапаны воздухораспределителя. При этом включается тормоз и отключается муфта. Ползун останавливается в крайнем верхнем положении.
Масса шатуна с ползуном у кривошипных горяче-штамповочных прессов достигает значительных величин. Так, например, шатун и ползун пресса усилием 1600 тс имеет массу 8650 кг. Для устранения влияния столь большой массы на работу прессов и для облегчения наладочных работ применяются пневматические уравновешивающие устройства. Они представляют собой цилиндры с поршнями 19, связанные тонкими штоками 20 с ползуном. Воздух из ресивера поступает под поршни, обеспечивая необходимое усилие для удержания ползуна и шатуна. При опускании ползуна вместе с ним опускаются и поршни, вытесняя воздух в ресивер; при перемещении ползуна вверх воздух из ресивера поступает в цилиндр. Давление воздуха при этом меняется незначительно, так как объем ресивера больше объема воздуха, вытесняемого из-под поршня.
Прессы усилием до 3500 тс имеют один уравновешивающий цилиндр, более крупные прессы—два цилиндра.
Прессы оснащаются выталкивателями. Верхний выталкиватель монтируется в ползуне и приводится в действие системой рычагов, нижний устанавливается в столе пресса. Он срабатывает при обратном ходе ползуна. Эксцентрик 14 давит на ролик 18, сидящий на качающемся рычаге 16. Через тягу 30 усилие сообщается рычагу выталкивателя 2, связанного с валиком 3.
Эксплуатация кривошипных горячештамповочных прессов с пневматическим управлением показывает достаточно надежную их работу при числе ходов пресса до 60 в минуту.
Электропневматический способ управления отличается универсальностью и легкостью автоматизации процессов штамповки.
По действующему стандарту прессы с таким управлением выпускаются с числом ходов до 90 в минуту. В схему управления входят механизмы двух групп— электроуправления и пневмоуправления.
Схема электроуправления обеспечивает работу на одиночном, автоматическом и наладочном режимах путем открывания или закрывания клапанов управления фрикционной пневматической муфтой и ленточным тормозом при пропускании электрического тока через соленоиды.
Принципиальная схема пневматической сети электропневматической системы управления прессом приведена на рис. 44.
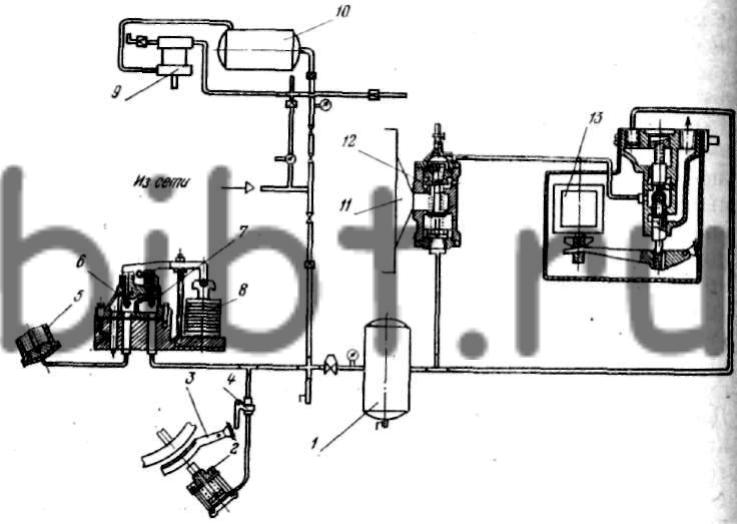
Рис. 44. Схема электропневматического управления кривошипного горячештамповочного пресса
Включение и выключение пресса производится при помощи педали или кнопки.
Система работает следующим образом. Сжатый воздух из сети заполняет ресиверы 1 и 10, обслуживающие муфту сцепления, тормоз и уравновешиватели ползуна.
При нажатии педали срабатывает соленоид 8 тормоза, обеспечивающий переключение клапанов 6 и 7. Воздух поступает в цилиндр 5 и отключает тормоз. После этого срабатывает соленоид 13 у клапана муфты, сжатый воздух поступает в верхнюю полость распределителя 12 и своим давлением открывает проход из ресивера 1 в цилиндр фрикционной муфты 11. Муфта включается, и выполняется рабочий ход.
При обратном ходе ползуна происходит автоматическое переключение клапанов и ползун останавливается в верхней мертвой точке. Уравновешивание подвижных частей пресса обеспечивается пневматической схемой.
Сжатый воздух поступает в цилиндр уравновешивателя 9 из ресивера 10.
Торможение маховика после выключения пресса производится тормозной колодкой 3, прижимаемой к ободу маховика поршнем тормозного цилиндра 2. Включается пресс рукояткой 4.