
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Групповой метод штамповки.
Применение цельных молотовых штампов в условиях мелкосерийного и серийного производства нерационально. Требуется большое количество блоков из дорогой инструментальной стали, стойкость которых, как правило, не используется в течение длительного времени. Наилучшим вариантом для этих производств (при массе падающих частей до 3000 кг) является групповая штамповка, основанная на использовании штампов со сменными рабочими вставками. Сущность метода заключается в следующем. Все поковки, штампуемые в цехе, делятся на классы в зависимости от требуемого тоннажа молота. В свою очередь классы делятся на группы исходя из формы поковок в плане, их габаритов, количества ручьев и требуемой точности. При этом учитывается возможность применения общих заготовительных ручьев.
Ручьи либо полностью выполняются на вставках, либо часть их выносится на блок. В первом случае вставки изготовляются из инструментальной стали, а блок из конструкционной углеродистой, во втором случае блок полностью выполняется из штамповой стали.
Так как стойкость чистового ручья в условиях мелкосерийного и серийного производства полностью не используется, то черновой ручей, служащий для увеличения стойкости чистового, как правило, не применяется.
Размеры блока выбираются в соответствии с размерами вставок и их количеством. На одном блоке может штамповаться до пяти поковок одной и той же группы.
Размер гнезд в блоке под вставки определяется по наибольшему размеру поковки, штампуемой на данном штампе.
Зеркало групповых штампов может быть индивидуальным (рис. 77, а), выполняемым на вставках, групповым (рис. 77, б), выполняемым на блоке, и составным (рис. 77, в), выполняемым одновременно и на блоке, и на вставках.
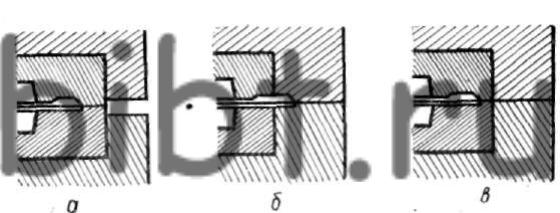
Рис. 77. Зеркало групповых штампов
Индивидуальное зеркало позволяет применять вставки различной высоты, но требует более высокой квалификации кузнеца. Групповое зеркало обеспечивает наименьшую стоимость и малые габариты вставок. Составное зеркало обеспечивает высокую точность поковок.
Вставки могут крепиться в блоке по горячей посадке, при помощи шариков и клиньев.
Горячая посадка вставок с натягом связана с нагревом металла до 300—350°, и даже до 500—550°, т. е. до температуры отпуска штамповой стали. Смена вставок без снятия штампа с молота невозможна, что вызывает большие простои молотов; нет взаимозаменяемости вставок из-за увеличения размеров гнезда после 1—2 замен. Поэтому посадка с натягом не рекомендуется. Для цилиндрических вставок с успехом применяется шариковое крепление (рис. 78).
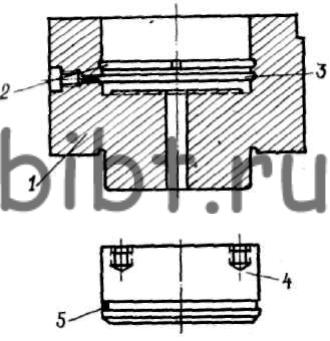
Рис. 78. Шариковое крепление цилиндрических вставок штампов
В полублоке 1 расточены две кольцевые канавки для размещения шариков: основная 2 и запасная 3. Запасная используется для крепления вставок, прошедших восстановление и имеющих меньшую высоту. На наружной поверхности вставки 4 протягивается только одна канавка. Вставка сопрягается с гнездом в полублоке по ходовой посадке третьего класса. После установки вставки в блок через боковое отверстие в канавку закатываются шарики. Затем в отверстие ввертывается болт, стопорящийся шайбой и шплинтом.
Для смены вставки штамп необходимо снять с молота, наклонить его, вывернуть винт и вращать вставку. Шарики, наталкиваясь на перемычку 5, наплавленную в канавке, будут удаляться из штампа.
Применение шарикового крепления позволяет уменьшить габариты блоков и увеличить их стойкость по сравнению с горячей посадкой. В мелкосерийном производстве цилиндрические вставки можно крепить также при помощи клиньев. При этом смена вставок производится за 10—15 минут без снятия штампа с молота. Однако этот метод требует увеличения габаритов по сравнению с шариковым креплением.
Поковки удлиненной формы целесообразно штамповать в призматических вставках. Вставки располагаются на блоке в сквозных или закрытых гнездах, крепятся при помощи клиньев и фиксируются шпонками (рис. 79, а). В случае, когда ручей расположен только в нижнем штампе, крепление может осуществляться без дополнительной фиксации (рис. 79, б).
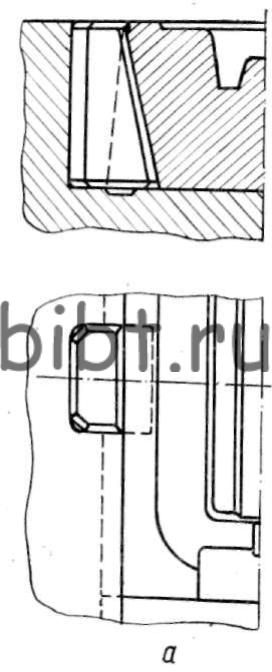
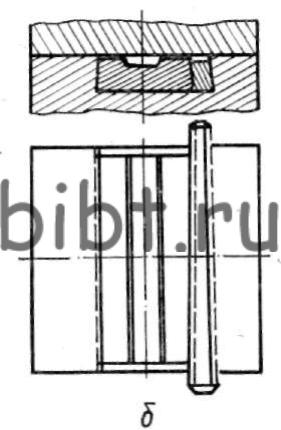
Рис. 79. Крепление призматических вставок