
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Штамповка на горизонтально-ковочных машинах (ГКМ).
На горизонтально-ковочных машинах (ГКМ) получаются поковки типа стержня с одним или несколькими утолщениями, расположенными вдоль исходного прутка, поковки типа колец и втулок со сквозными отверстиями, с глухими отверстиями, полые, штампуемые из труб.
Штамповка производится из прутка или из штучных заготовок. В отличие от молотовых и прессовых штампы ГКМ имеют не одну, а две плоскости разъема, расположенные под углом 90°. Одна из них проходит между пуансонами и матрицами, другая — между половинками матриц.
Штамп состоит из двух полуматриц — подвижной и неподвижной и блока (набора) пуансонов. Подвижная полуматрица крепится к поперечному зажимному ползуну, неподвижная — к станине машины. Блок пуансонов вместе с пуансонодержателем закрепляется на главном ползуне. Положение полуматриц и пуансонов устанавливается при наладке штампа с помощью клина и прокладок.
Для увеличения долговечности и снижения стоимости штампов применяются ручьевые вставки из штамповой стали, закрепляемые в блоках матриц.
Набор металла при высадке производится в матрицах (рис. 80, а) и в пуансонах (рис. 80, б). Поковки, получаемые в пуансонах, отличаются большей точностью. В них отсутствуют такие дефекты, как эллиптичность наружного диаметра, смещение и др., свойственные поковкам, изготовленным в матрицах.
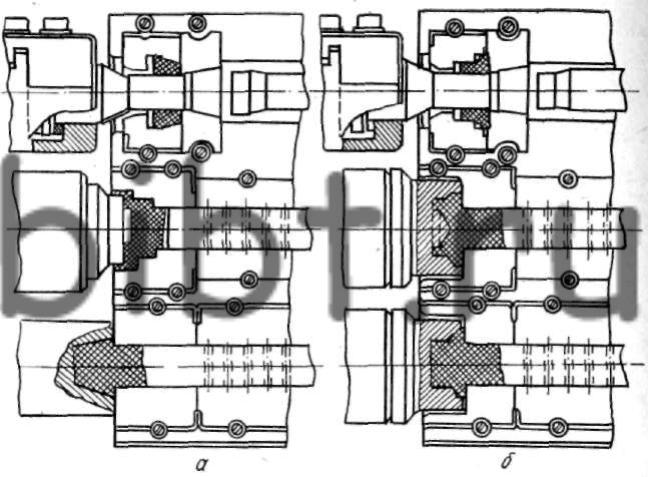
Рис. 80. Способы высадки колец на ГКМ
У поковок, получаемых на ГКМ, отсутствуют штамповочные уклоны на поверхностях, совпадающих с направлением движения главного ползуна. Это повышает точность поковок и снижает расход металла.