
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Отжиг, нормализация поковок. Высокий отпуск.
Отжиг. Поковки, охлажденные на воздухе, обладают различными свойствами и имеют различную структуру вследствие того, что ковка заканчивается при разных температурах; разные участки поковки имеют различную величину деформации и различную твердость. Для того чтобы снизить твердость поковок, снять остаточные напряжения, вызванные неоднородным охлаждением и деформацией, и получить сталь с однородной структурой, и применяется отжиг.
Отжигом называется нагрев стальных изделий до температуры, превышающей линию GSK на 20—30° (см. рис. 2), с последующим медленным охлаждением до исчезновения свечения стали, т. е. до температуры около 500°. Скорость охлаждения от температуры отжига до 500° для углеродистых сталей составляет до 150° в час, для легированных сталей не должна превышать 50° в час.
Для быстрейшего выравнивания температуры загружаемые для отжига в печь поковки укладываются в штабеля неплотно. Длительность выдержки при температуре отжига зависит от веса и формы отжигаемых изделий, мощности печи и пр.
Нормализация — это нагрев стальных поковок до температуры, на 30—40° превышающей температуру верхней критической точки, с последующим охлаждением на спокойном воздухе или даже в струе воздуха. Нормализации подвергаются поковки из доэвтектоидных сталей (содержащих менее 0,83% углерода), на деталях из заэвтектоидных сталей при этом виде термической обработки появляется брак в виде трещин и коробления.
Нормализация применяется для измельчения зерна стали, она подготавливает сталь к дальнейшей термической обработке.
Высокий отпуск. Высоким отпуском называется нагрев поковок до температуры на 20—40° ниже точки Ас1 с последующей выдержкой при этой температуре. Применяется для получения равномерных свойств стали по сечению поковок, для улучшения механических характеристик стали, а также для превращения структуры пластинчатого перлита в более пластичную и вязкую структуру зернистого перлита (в зернистом перлите частички цементита находятся в виде округлых зернышек в отличие от пластинок у пластинчатого перлита, что придает стали пластичность и вязкость).
Данные о режимах термической обработки некоторых марок сталей, применяемых для производства инструмента, деформирующего металл в горячем состоянии, а также данные о термической обработке поковок приведены в табл. 9 и 10.
Таблица 9 Температура отжига и нормализации конструкционных углеродистых сталей
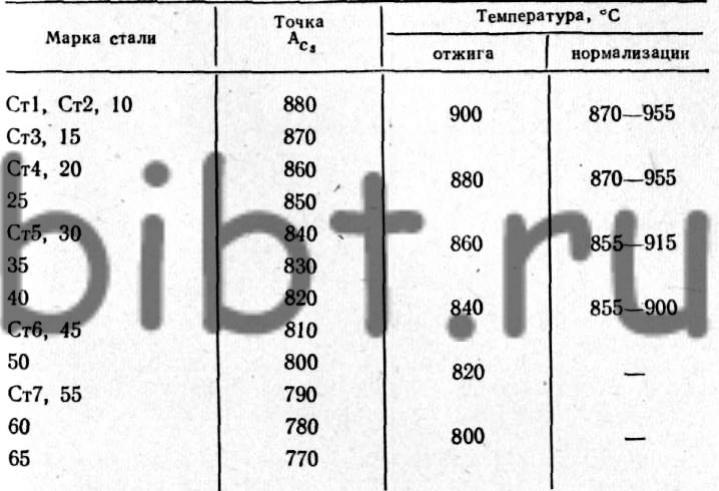
Примечания:
1. Температура дана при отжиге на мелкое зерно.
2. Крупные поковки из стали 45 рекомендуется после нормализации закалить в масле с отпуском при температуре 400—480°.
3. Поковки из углеродистых инструментальных сталей рекомендуется перед отжигом подвергать нормализации для получения однородной и мелкозернистой структуры.
Таблица 10 Продолжительность отдельных стадий при отжиге поковок
| Характеристика стали | Нагрев до температуры термообработки | Выдержка при температуре термообработки | Охлаждение |
Конструкционные углеродистые |
1 час на каждые 25 мм диаметра или толщины поковки |
1/5 времени нагрева |
100—200° в час до 500°, далее быстрее |
Конструкционные легированные |
То же |
1/4—1/5 времени нагрева |
50—60° в час, охлаждение в печи до температуры не выше 300° |
Инструментальные углеродистые |
От 45 минут до 1 часа на каждые 25 мм диаметра или толщины поковки |
1/3— 1/2 времени нагрева, но не менее 5—10 часов |
Не более 50° в час до температуры 550—600°, далее на воздухе |
Инструментальные легированные |
От 1 часа до 11/4 часа на каждые 25 мм диаметра или толщины поковки |
Время выдержки равно времени нагрева |
Высоколегированные стали 15—20° в час, легированные 30—50° в час до температуры 550—600°, далее на воздухе |