
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Машинное изготовление фальцев. Машинные фальцы.
Фальцепрокатные станки : ВМС-52У и ВМС-55У.
Машинное изготовление фальцевых швов осуществляют на фальцепрокатных и фальцезакаточных станках. Фальцепрокатные станки служат для формообразования (прокатки) кромок соединяемых листов. Кромки фальцев, выполненных на фальцепрокатных станках, имеют особую форму, отличную от формы кромок, изготовляемых вручную. Основным отличием машинной фальцевой кромки является наличие подсечки (рис. 152), препятствующей разъединению кромок фальца во время эксплуатации изделия.
Рис. 152. Фальцевал отсечка
Машинные фальцы обладают большей прочностью, чем ручные, и поэтому в большинстве случаев могут заменить двойной или полуторный фальц.
Машинные фальцевые кромки изготовляют на фальцепрокатных станках ВМС-52У и ВМС-55У. На фальцепрокатном станке ВМС-52У изготовляют кромки на листах из кровельного железа толщиной 0,5-0,8 мм. Основной частью станка (рис. 153) является приводной механизм, состоящий из пяти пар валов 6 с десятью парами прокатных роликов 5. Валы расположены в два ряда.
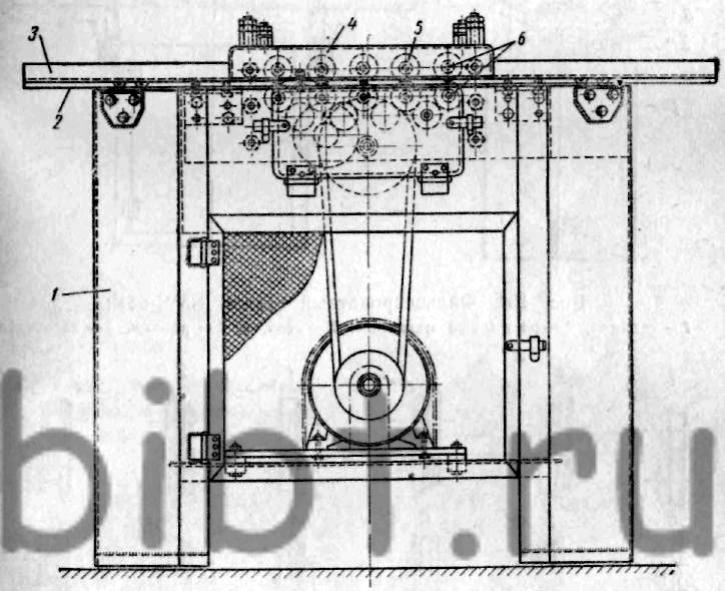
Рис. 153. Фальцепрокатный станок:
1 - станина, 2 - стол, 3 - направляющие планки, 4 - крышка, 5 - прокатные ролики, 6 - вал
Верхние и нижние валы соединены между собой попарно через зубчатые колеса. Четыре паразитных зубчатых колеса входят в зацепление с зубчатыми колесами залов нижнего ряда, обеспечивая принудительное вращение всех валов и вместе с ними насаженных на них роликов. Нижний ряд роликов выступает над поверхностью стола, верхний укреплен над поверхностью стола и закрыт крышкой 4.
Окружная скорость прокатных роликов 0,28 м/с. На столе станины укреплены направляющие планки 3, при помощи которых заводят и выводят обрабатываемый лист. На планках имеются поперечные овальные прорези для регулирования их относительно продольной оси приводного механизма.
Прежде чем приступить к работе на станке, лист очищают от загрязнений и обрезают на ножницах. Затем кромку листа вводят в щель роликов 5 первой пары и пропускают лист между роликами каждой из последующих пар. При формообразовании лист самозатягивается и рабочий при этом лишь следит за горизонтальностью его расположения и прижимом кромки к направляющей планке.
За прокатными роликами пятой пары установлен рассекатель, выполняющий калибровку кромок, т. е. раскрытие кромок на определенную величину.
Вторую кромку формообразуют так же, как и первую. После формообразования кромки соединяют вручную и производят закатку и уплотнение на фальцезакатных станках ФО-1, С-241 и др. или вручную.
Фальцепрокатные станки ВМС-55У (рис. 154) применяют для одновременной закатки двух кромок для лежачего фальца в изделия цилиндрической формы из кровельного железа толщиной 0,5-1 мм. Окружная скорость роликов 0,16 м/с.
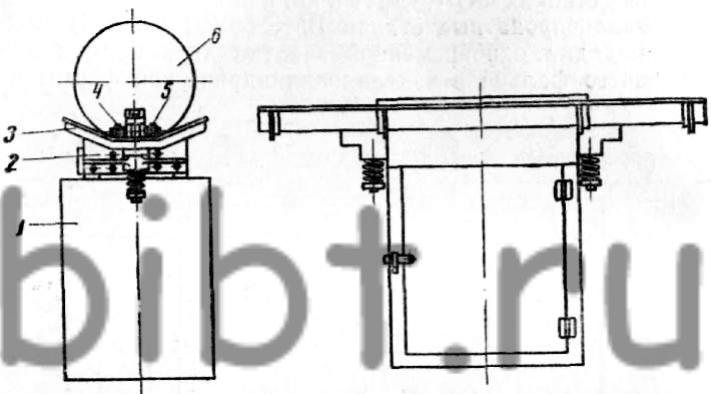
Рис. 154. Фальцепрокатный станок ВМС-55У:
1 - станина, 2 - роликовый механизм, 3 - стол, 4, 5 - ролики, 6 - заготовка
Для прокатки заготовку 6 укладывают на столе так, чтобы обе кромки упирались в направляющие планки. Перемещаясь между роликами, кромки деформируются шестью парами роликов и приобретают заданную форму. Оформленные кромки соединяют вручную, закатывают и уплотняют вручную или на станках ФО-1, С-241 и др.
Угловые фальцы получают на станках ВМС-52У по описанной выше технологии. Соединяют фальцы вручную, а уплотняют вручную или на станке ФО-1. Последовательность образования правой и левой кромок на станке ВМС-55У приведена на рис. 155, а, б.
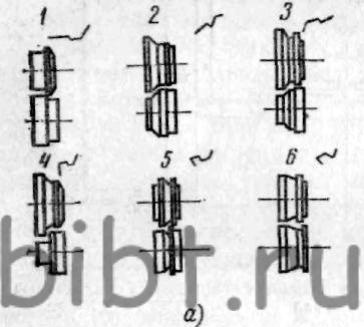
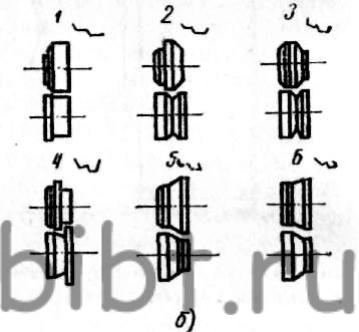
Рис. 155. Последовательность (1-6) образования правой (а) и левой (б) кромок при изготовлении лежачих фальцев на фальцепрокатном станке
Обработка фальцевых швов завершается закаткой на фальцезакатных станках. Для закатки фальцевых швов применяют станки с ручным и механическим приводом.