
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XVI
ГИБКА ЛИСТОВОГО МЕТАЛЛА
§ 1. Общие понятия. Классификация конструкции деталей, изготовленных из листа.
Схема напряжений при пластическом изгибе на обтяжных прессах.
Исходя из общесоюзного классификатора промышленной и сельскохозяйственной продукции, конструкции деталей, изготовленных из листа в медницко-жестяницком производстве, классифицируются следующим образом:
класс 50 - кроме тел вращения. Подклассы: 2 - коробчатые (плоские детали с бортом типа нервюр); 3 - фигурные (малогабаритные различной конфигурации типа рычагов, кронштейнов, угольников и т.п.); 4 - профильные (прямолинейные и криволинейные); 5 - плоские (плоские без бортов, с местными зигами и отбортовками); 6-пространственные, одинарной кривизны (обшивки).
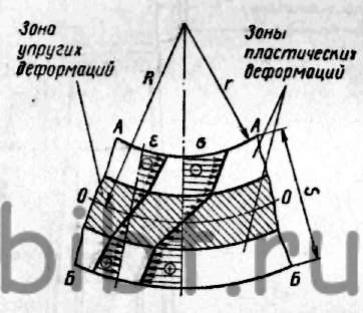
Рис. 157. Схема напряжений при пластическом изгибе на обтяжных прессах
Технологическая характеристика гнутых деталей вытекает из их конструктивной классификации, применяемого материала и габаритов.
Детали третьего подкласса при небольшом объеме выпуска изготавливают вручную на оправках или на универсальных гибочных станках, при большом объеме выпуска - в гибочных штампах.
Детали второго подкласса характеризуются плоской формой и наличием бортов по краям. Значительные габариты этих деталей при изготовлении их в инструментальных штампах вызывают большой расход металла и высокую стоимость штампов. Наиболее экономически целесообразным методом изготовления этой группы деталей считается гибка резиной на гидравлических прессах.
Профильные детали (четвертый подкласс) характеризуются большой протяженностью в одном направлении. Основной метод получения деталей этой группы - гибка с помощью универсальных или (реже) специальных штампов на универсальных листогибочных прессах.
Профили из листа (пятый подкласс) с криволинейными образующими изготавливают, как правило, последующей прокаткой на гибочно-роликовых станках.
Основным способом изготовления деталей шестого подкласса является гибка-прокатка в трехвалковых станках типа КГЛ и ЛГС, в четырехвалковых станках типа ГЛС, при выполнении разовых заказов по изготовлению небольших деталей - в ручных трехвалках, используемых как вспомогательное оборудование. При малых радиусах изгиба обшивки способ прокатки неприменим и обшивки этого типа получаются обтягиванием на обтяжных прессах.
При нагружении заготовки усилием слои металла, расположенные внутри контура ОААО, сжимаются и укорачиваются в продольном направлении, одновременно растягиваясь в поперечном. Слои, расположенные внутри контура ОББО, растягиваются, удлиняясь в продольном направлении и укорачиваясь в поперечном. При небольшой относительной ширине B/S заготовки (B/S<5) в результате описанных деформаций прямоугольные сечения изгибаемой заготовки превращаются в трапецеидальные. В средней части изгибаемого сечения расположен нейтральный слой деформации OO, длина волокон в котором при изгибе не изменяется.
При больших радиусах R гибки положение нейтрального слоя почти совпадает с серединой сечения. По мере уменьшения радиуса гибки этот слой смещается к внутренней стороне изгибаемого угла. Величина деформации растянутых и сжатых слоев изгибаемой заготовки (детали) зависит от величины радиуса изгиба и толщины S заготовки. Чем меньше радиус кривизны, тем больше деформации крайних волокон.
При очень малых радиусах изгиба может произойти разрыв наружных волокон, поэтому определение минимально допустимых радиусов изгиба имеет большое практическое значение. Для вычисления минимально допустимого радиуса изгиба обычно пользуются формулой Rmin=kS, где Rmin- минимальный радиус изгиба, мм; k - коэффициент, зависящий от механических свойств материала заготовки и расположения волокон и получаемый опытным путем; S - толщина листа, мм.
Отношение R/S радиуса изгиба к толщине листа называют также относительным радиусом изгиба Rотн.
При раскрое заготовки в штампе или на ножницах вблизи поверхности среза образуется зона нагартованного материала, и если полученные таким образом заготовки не подвергнуть отжигу, их следует рассматривать как нагартованные. Металл в листе, полученном прокаткой, анизотропен. Его кристаллиты получают в результате проката волокнистую форму, и прочность в сечениях, расположенных поперек волокон, больше, чем в сечениях, расположенных параллельно волокнам.
При предельных значениях радиуса изгиба заготовка в листе при раскрое располагают так, чтобы линия изгиба была перпендикулярна направлению волокон или образовывала с ним угол не менее 45°. Значения относительного радиуса выбирают из справочника, на величину радиуса влияет нагартовка, температура нагрева и расположение линии изгиба относительно направления волокон, а также наличие заусенцев.