
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Гибка-формовка резиной на гидропрессах.
Схема штамповки детали с низкими бортами.
Основным методом изготовления деталей второй технологической группы является гибка резиной на гидропрессах. При этом, помимо деформаций, характерных для операции гибки, на участках с криволинейными бортами происходит деформация металла, свойственная операции вытяжки. Из-за частичных деформации вытяжки гибку заготовок (деталей) с криволинейными бортами называют формовкой.
Обычно одновременно с гибкой бортов на заготовках (деталях) формируются рифы и отбортовки, расположенные на стенке. Схема процесса формовки резиной на гидропрессе представлена на рис. 166, а, б.
При ходе ползуна вниз резина подушки 1 замыкается в пространстве между стенками контейнера 2 и болстерной плитой 3. При этом резина, обтекая формблок, установленный на плите, загибает борта и формует углубления в стенке заготовки.
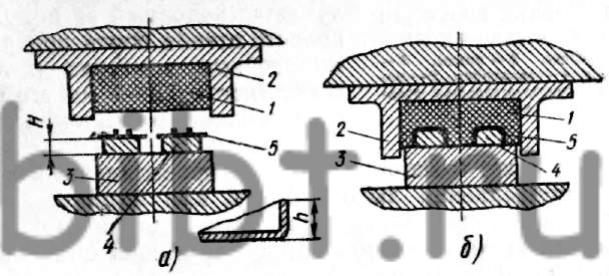
Рис. 166. Схема формовки резиной на гидропрессах:
а-исходное положение, б-положение в конце гибки: 1-подушка, 2-контейнер, 3 - болстерная плита, 4 – формблок, 5 - заготовка (деталь)
Преимуществом гибки резиной является дешевизна и простота изготовления оснастки и короткие сроки подготовки производства к запуску новых изделий.
Резиновая подушка по существу является универсальной матрицей. Иногда при изготовлении небольшой детали и большой площади стенки на плоской части заготовки при гибке бортов образуются хлопуны. Появление хлопунов предотвращают введением на соответствующих участках заготовки рифтов.
При штамповке заготовок с малой высотой бортов резина может, не отгибая полностью бортов, частично обтекать их, в результате чего получается неполный загиб. Для полного отгиба борта при прямолинейных контурах и толщине листов 0,5-1 мм его высота должна быть не менее 3,5-5,5 мм.
При тех же толщинах листов и криволинейных контурах минимальная высота борта, при которой загиб будет полным, составляет около 9 мм. Для гибки бортов с меньшей высотой применяются формблоки с дополнительной стенкой (рис. 167). Формблок 1 вместе с дополнительными стенками 6 монтируется на общей плите 2. При штамповке на отгибаемый борт накладывают полосу (заготовку) 5, которая при опускании контейнера, заклиниваясь между дополнительной стенкой 6 и стенкой формблока, создает местное повышение давления, обеспечивающее полное отгибание борта.
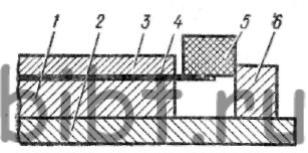
Рис. 167. Схема штамповки детали с низкими бортами:
1 - формблок, 2 - плита, 3- накладка, 4 - заготовка, 5 - резина, 6 - дополнительная стенка
Детали с подсечками (Z-образными изгибами с высотой, равной толщине листа) формуются с применением твердых накладок (рис. 168,а, б), фиксируемых на формблоке шпильками 3. Зазор между формующим уступом формблока и накладкой составляет 1,5 S (S-толщина листа).
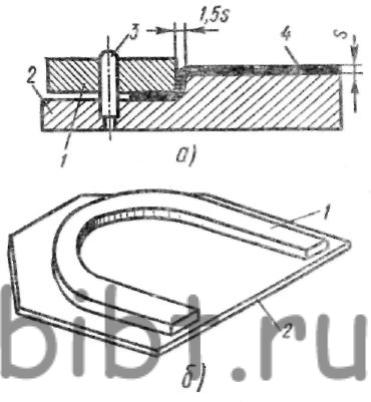
Рис. 168. Схема установки твердой накладки для формовки подсечек (а), усиление формблока (б):
1 - накладка, 2-формблок, 3-шпилька, 4 - заготовка
Если формблок имеет большую кривизну (например, формблок для изготовления шпангоутов), то в результате неодинаковых усилий, действующих на внешний и внутренний контур формблока при формовке, в нем возникают изгибающие усилия. При небольших сечениях формблоков эти усилия могут вызвать его поломку. В этом случае формблок крепят на дополнительный опорный лист, разгружающий его от изгибающих усилий.
Гибку и формовку заготовок деталей резиной выполняют на гидравлических и реже фрикционных прессах или молотах.