
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кромкогибочный станок с ручным приводом.
На рис. 170 изображен кромкогибочный станок с ручным приводом. На станке гнут заготовки из низкоуглеродистой стали толщиной до 3 мм, из алюминиевых сплавов до 6 мм, из латуни и меди до 5 мм. Станок снабжен регулирующим упором, позволяющим производить загиб заготовок с шириной кромок от 30 до 400 мм. Наибольший угол поворота откидной планки 135°. Наибольшая длина кромки загиба 2000 мм.
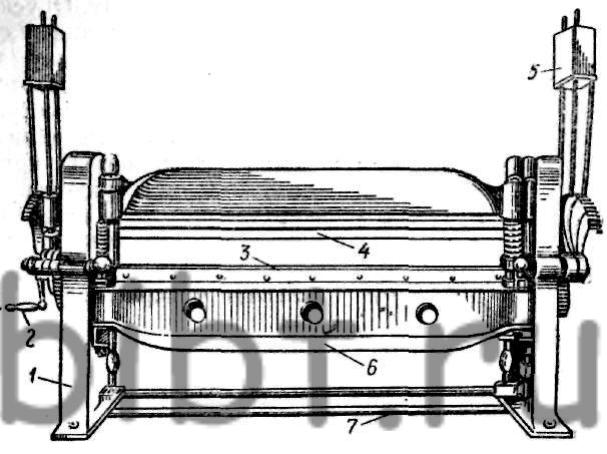
Рис. 170. Кромкогибочный станок с ручным приводом:
1 - стойка, 2 - рукоятка, 3 - нижний стол, 4- верхний стол, 5 - контргрузы, 6 - планка, 7 - стяжка
Основными частями этого станка являются линейки верхнего и нижнего стола и откидная планка.
К каждому кромкогибочному станку прикладывается несколько линеек верхнего стола. Рабочая часть каждой верхней линейки обработана под определенным углом и имеет закругление соответствующего радиуса. Поэтому каждая из линеек предназначена для гибки определенных профилей. На откидной планке имеются вырезные отверстия для крепления линеек, форму и размеры которых выбирают в зависимости от условий работы.
Для гибки профилей, отличающихся по размерам, выполняют наладку стола с откидной планкой и линейки верхнего стола. Для наладки нижнего стола на толщину изгибаемой заготовки отпускают зажимные болты регулирующих гаек и, поворачивая их на винтах, устанавливают стол так, чтобы поверхность его, на которую укладывают заготовку, была выше рабочей поверхности линейки откидной планки на толщину заготовки. После этого гайки вновь закрепляют болтами.
Во избежание подсечки возвышение стола над рабочей поверхностью линейки откидной планки делается примерно на 1 мм больше толщины заготовки.
На верхнем столе устанавливают линейку с углом и радиусом закругления соответственно радиусу закругления изготавливаемой детали. При необходимости сделать при изгибе закругление радиусом несколько большим, чем допускает имеющаяся линейка, на линейку накладывают предварительно загнутый угольник необходимой толщины, но в этом случае возвышение стола над рабочей поверхностью откидной линейки должно быть увеличено на толщину дополнительного угольника. Затем регулируют откидную планку.
Упор устанавливают на необходимую ширину отгибаемой кромки (полки). Этот упор также можно повернуть на требуемый угол. На нижний стол с установленной линейкой кладут заготовку из листа и устанавливают ее по упору. Опускают верхний стол с линейкой и проверяют установку заготовки на столе. Заготовка из листа должна выступать от вершины линейки на длину загибаемой кромки без половины радиуса закругления. Если на заготовке сделана разметка, то линия разметки должна совпадать с вершиной линейки.
Откидную планку с укрепленной линейкой поднимают на требуемый угол. Откидная планка при гибке на прямой угол должна занимать положение под углом 93-95°, так как кромки заготовки после гибки пружинят в обратную сторону. После того, как на заготовке будет отогнута кромка, опускают откидную планку, поднимают верхний стол и вынимают заготовку. После окончания гибки проверяют радиус и угол гибки.
Согнутые профили должны удовлетворять следующим условиям: иметь по всей длине изгиба одинаковое сечение; быть изогнутыми под определенным углом и иметь скругление определенного радиуса; не иметь вмятин и царапин.