
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. Вытяжка. Схема вытяжки колпачка. Коэффициент вытяжки.
Значения коэффициентов вытяжки цилиндрических заготовок (деталей) из некоторых материалов.
Вытяжка - операция холодной листовой штамповки, применяемая для получения из плоской заготовки пространственной детали типа стакана, коробки или даже сложной объемной детали, например автомобильного крыла.
Сущность процесса вытяжки в специальных штампах заключается в том, что плоская заготовка 4 (рис. 198) под действием усилий пуансона 2 формуется в матрице 1, превращаясь в пространственную деталь 5 с замкнутым контуром. Это происходит в результате перераспределения металла заготовки.
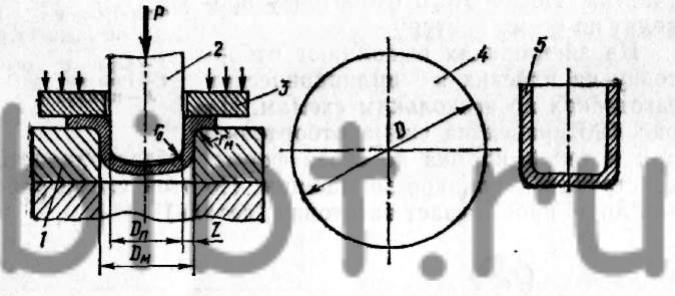
Рис. 198. Схема вытяжки колпачка:
1 - матрица, 2 - пуансон, 3 - прижим, 4 - заготовка, 5 - готовая деталь
Вследствие того, что материал заготовки, находящийся на поверхности матрицы, подвергается при вытяжке сжатию в окружном направлении, в нем появляются складки. Для предотвращения появления складок применяют прижим 3 (см. рис. 198). Давление прижима выбирается таким, чтобы не препятствовать перемещению материала. Так как при использовании прижимов усилия вытяжки принимаются в основном частью зоны стенки, прилагающей к донышку, то эта часть стенки утоняется.
Чем больше степень деформации, тем утонение будет большим. При высоких деформациях напряжение в опасном сечении достигает предельной величины и дно отрывается.
Степень деформации при вытяжке определяется коэффициентом вытяжки, который определяется формулой m=d/D, где d - диаметр детали, мм; D - диаметр заготовки, мм.
Коэффициент вытяжки для каждого материала определяется опытным путем. Это позволяет рассчитать диаметр детали, которую можно вытянуть из данной заготовки. Если при расчете окажется, что требуемый коэффициент меньше предельного коэффициента, то деталь делают в два или более перехода. Значения коэффициентов m вытяжки цилиндрических заготовок (деталей) из некоторых материалов приведены ниже.
| Материал | Значение m |
Алюминий AM и АМц |
0,52-0,55 |
Дюралюмин Д1М и Д16М |
0,52-0,58 |
Стали 08 и 10 отожженные |
0,5-0,55 |
Сталь Х18Н9Т |
0,52-0,58 |
Магниевые сплавы МА1 и МА8 |
0,32-0,36 |
При вытяжке должны соблюдаться определенные условия. Поверхность материала должна быть гладкой и чистой. Рабочие поверхности пуансона, прижима и матрицы должны быть чистыми и тщательно смазанными специальной смазкой, в противном случае на них появляются царапины и задиры, что приводит к ухудшению процесса и быстрому износу дорогостоящих штампов.
Широко применяются наиболее современные способы вытяжки: обратная (реверсивная), с охлаждением, с подогревом, взрывной волной, с принудительным перемещением фланца к центру заготовки и др.